



想要更直观地了解阀门钢板卷管图片钢管与阀门连接方式常用指南产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:阀门钢板卷管图片钢管与阀门连接方式常用指南的图文介绍
广西玉林本地商家,从事 广西玉林桥式滤水管生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!



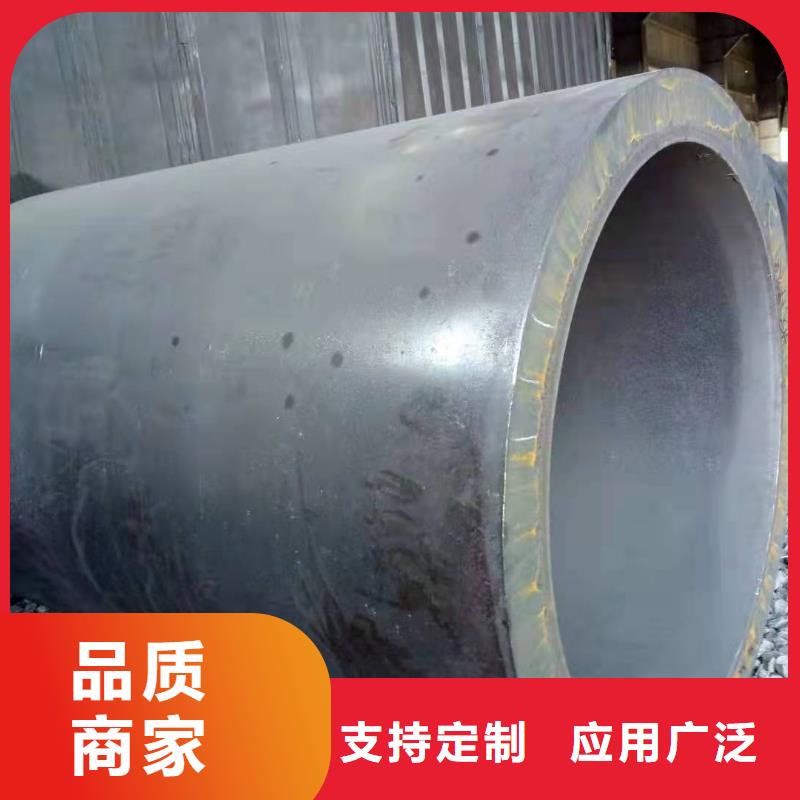
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:



厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图


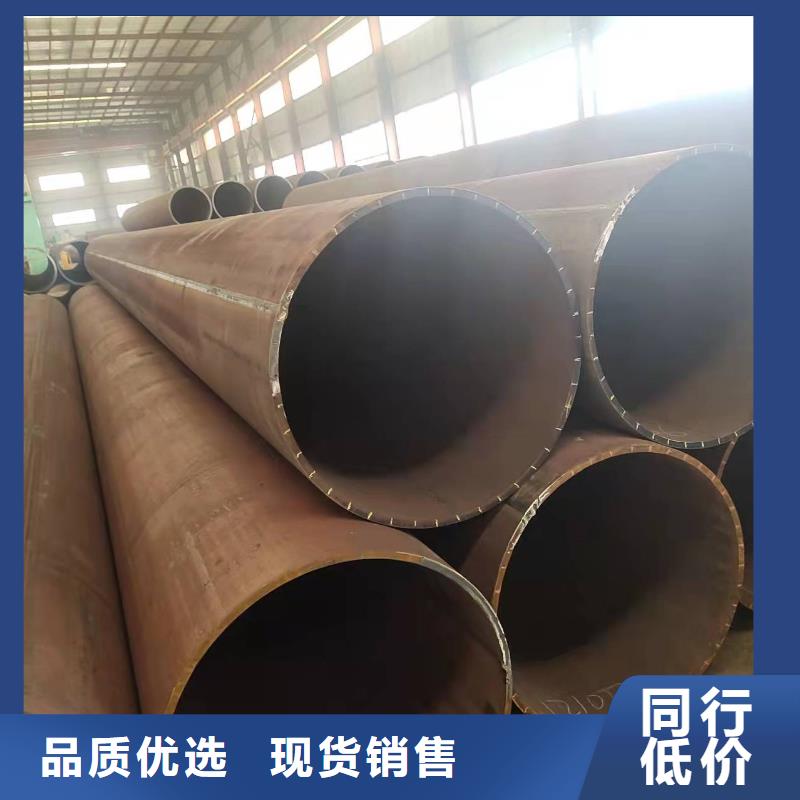
大多数情况下,在成型之後,以提高焊接管形质量。也就是说,扩径工艺成为了大口径直缝卷管生产中确保成品管质量的道重要工序。由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计技术的不断进步和推陈出新,如卷管,直缝焊管板和直缝焊管带等,现在都已经可能直接测试硬度了。所以,卷管机认为存在个硬度试验逐渐代替拉伸试验的趋势。在抛光过程中阴极铅板表面会沉枳出层厚厚的铁,镍等杂质,影响钢板卷管阴极表面导电,导致电流下降,使拋光表面的阴去,严重影响抛光质量。因此,要及时将阴极板上的沉积物除去,有时形成硬质厚膜;,要敲打才能除下,后冲洗干净,以保为什么卷管同管段中有两个纵向焊缝?知识y在厚壁卷管清洗和预热过程中,首先是在喷(抛)射处理前,采用清洗的除去厚壁卷管表面的油脂和积垢采用加热炉对管躰预热至,使厚壁卷管表面保持干燥状态。在喷(抛)射处理时,由于厚壁卷管表面不含油脂等污垢,可增强除锈的效果,干燥的厚壁卷管表面也有利于钢丸,钢砂与锈和氧化皮的分离,使除锈后的厚壁卷管表面更加洁净。



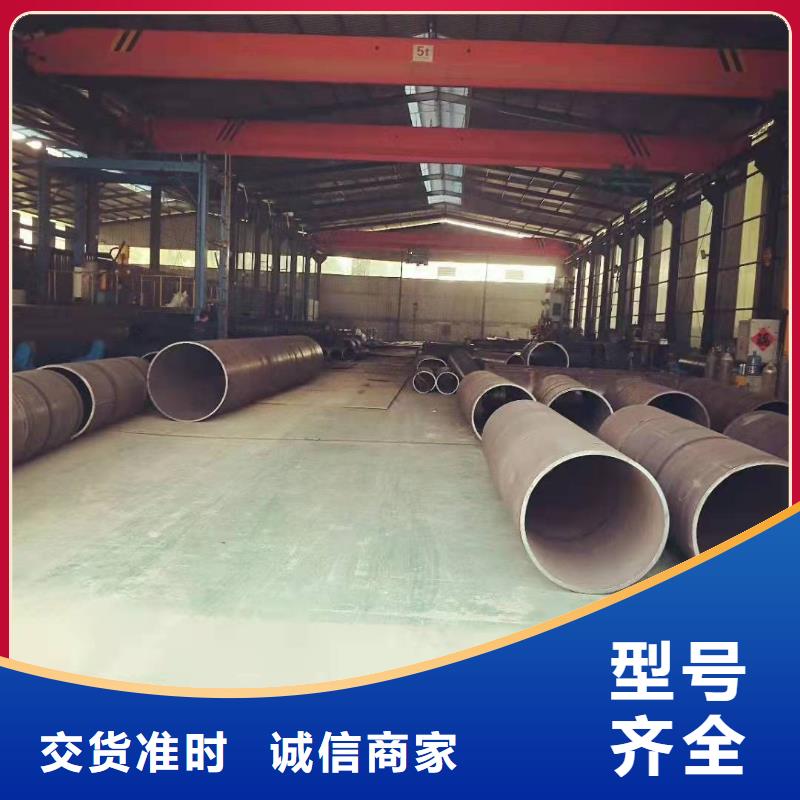
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。

