

文字的描绘可能无法完全捕捉【无缝钢管】_镀锌管源头厂家供应产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:【无缝钢管】_镀锌管源头厂家供应的图文介绍
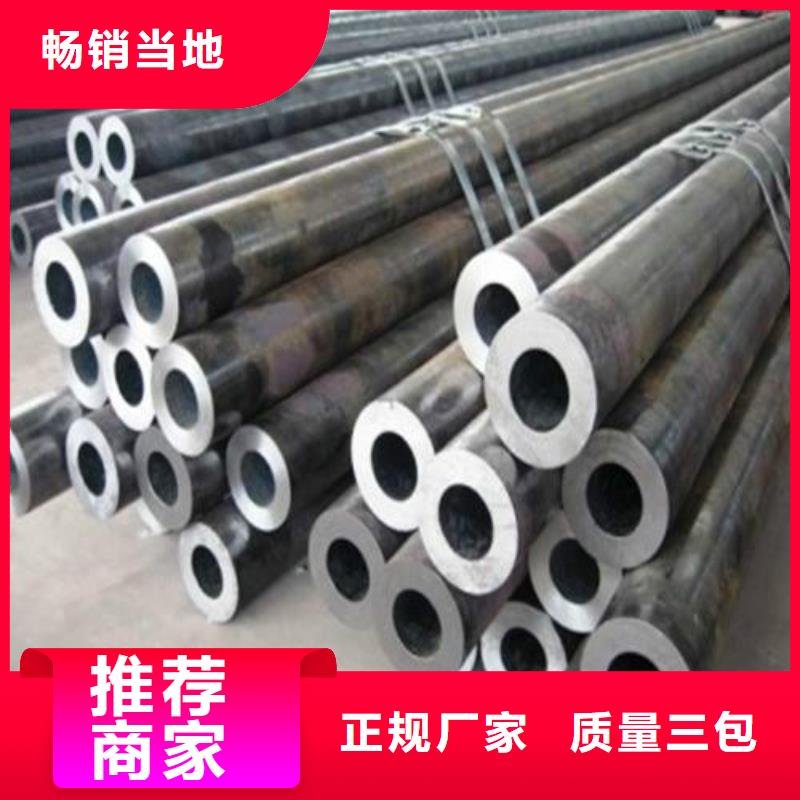
热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。



热加工规范
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。
加热温度1150 ~1200°C,开始温度1130 ~1180°C,终止温度> 850°C,φ> 50mm时,缓冷。
正火规范
正火温度850~900°C,出炉空冷。
高温回火规范
回火温度680~700°C,出炉空冷。
淬火、回火规范
预热温度680 ~700°C,淬火温度840~880°C,油冷,回火温度580°C,水冷或油冷,硬度≤217HBW。
亚温淬火强韧化处理规范
淬火温度900°C,回火温度560°C,硬度(37±1) HRC
感应淬火、回火规范
淬火温度900°C,回火温度150~180°C,硬度54 ~60HRC。20#无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
20#无缝管的特点:
20#无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
20#无缝管生产工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制20#无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。



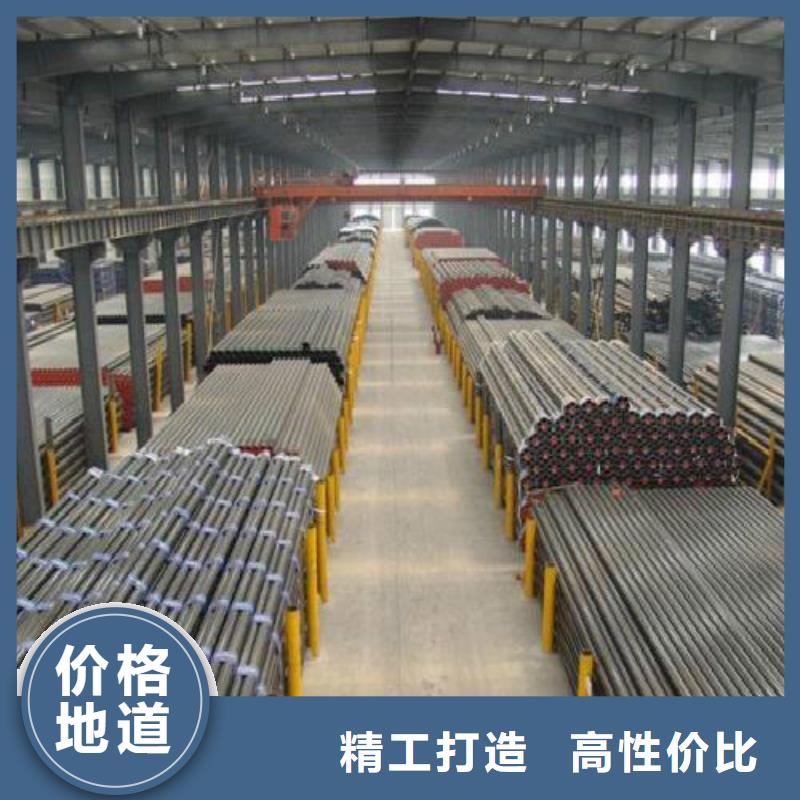
万弗莱钢有限公司是一家集科研、生产及销售为一体的综合性企业。专业从事各类 山西朔州不锈钢管研发与生产。公司生产设备先进,技术力量雄厚,检测设备齐全。产品销往全国各地并己远销俄罗斯,泰国,越南,伊朗等十几个和地区。受到用户的一致好评。公司本着“以人为本,质量为先,市场在变,诚信不变”的经营理念,以“诚信、合作、发展、创新”为宗旨,走科学创新的道路,不断推出更优的产品,以适应高速发展的建筑行业的需求。


