



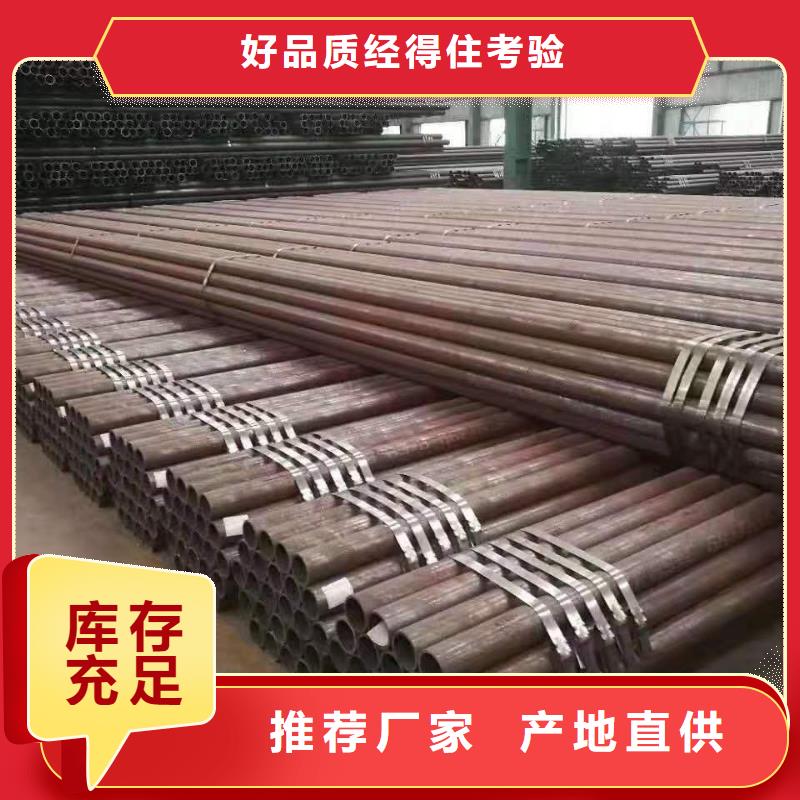
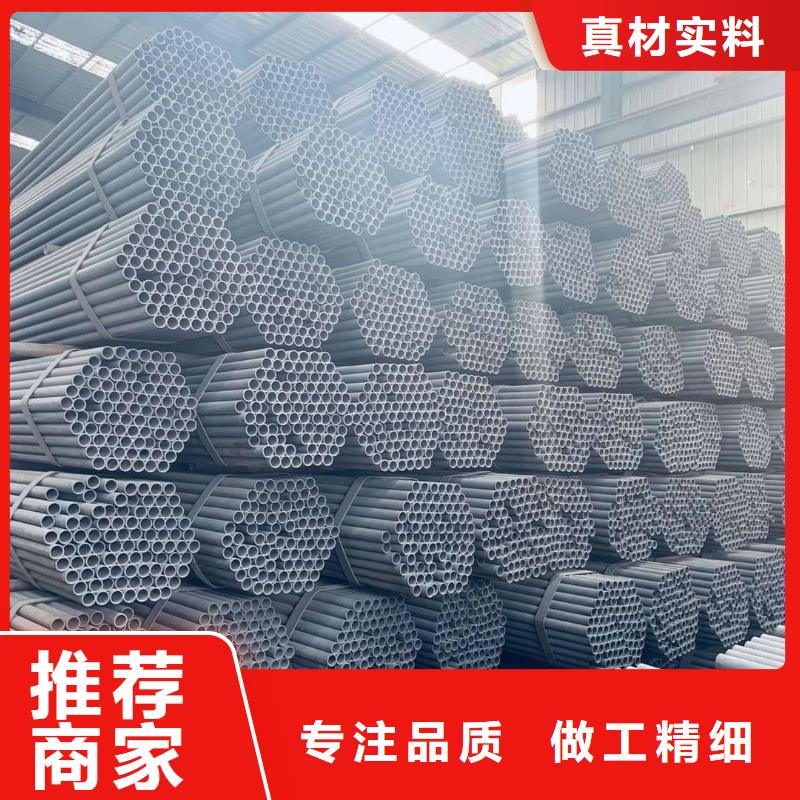
金海金属材料有限公司是一家从事 福建宁德精密管的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 福建宁德精密管建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 福建宁德精密管等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。



无缝钢管厂家-山东无缝管厂家
6日杭州无缝钢管市场价格:临沂产57×3.5mm市价5160-5330元,108×4.5mm市价5110-5150元,河南产273×8mm市价5280元,暂稳。
杭州建材10家样本户出货合计成交8300吨,较上个交易日增加100吨,整体成交量一般。主力期螺2105合约:夜盘高开震荡趋弱收跌,早盘震荡下行。午盘震荡上行,窄幅收跌。收盘4377,跌14,跌幅0.32%。成交210多万手,持仓120多万手,减仓2万多手。原料方面:今日唐山、昌黎普碳方坯含税出3780元,今降20。现货市场方面:随着期螺夜盘的弱势表现以及早盘的震荡下跌,今日早上价格二连降。午盘期螺回涨了40点左右,然而现货却是稳中有降。成交方面,今日下游采购热情依旧一般。因为大家对后市看跌,所以观望情绪弥漫,导致下午期限价格的背离。在本周到货有所改善的情况下,部分贸易商有降价出货的动力,另外希望通过降库存来应对预期降价的风险。问及后市大多商家看跌,距离冬储只有不到一个月时间了,做冬储的商家需要注意防范风险。据悉:杭州螺纹库存27万吨,昨天螺纹出库3.3万吨。综上,预计明日本地市场无缝钢管价格弱势运行。
消息面:工业和信息化部部长肖亚庆:增强产业链供应链自主可控能力;世界银行:全球经济衰退程度低于此前预测;多地气温将创入冬以来新低;2020年重卡销量预计达162万辆 同比增长38%;浙江130地将打造耀眼明珠 加大旅游业开发。



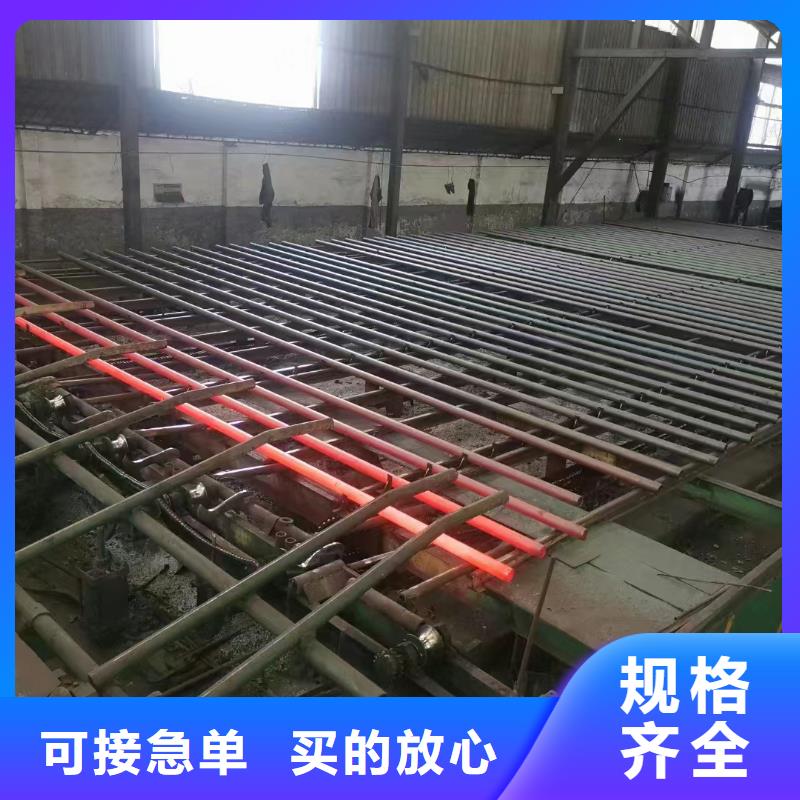
无缝钢管的耐磨性关键由材料和生产制造质量来决策,磨坏是物件间因为相对速度,而造成的体表层原材料损害的状况。希土耐磨损合金管选用的是可以抵御磨坏而增加商品使用寿命的金属复合材料。
无缝钢管关键分成单金属材料管路和复合型管路。按样子可分成接管、弯管、三通、四通、异径管、周围节和别的异型管。表层质量规定:管路內外表层应整平光滑,无毛边、毛刺、夹渣、多肉植物缺乏肉,无裂纹、松散、出气孔或汽泡。
在生产制造中怎样根据加工工艺操纵 无缝钢管的耐磨性,确保应用质量,关键有二种方式:
一是针对无缝钢管非常容易磨坏的位置,如弯管,异径管、吸湿口等处选用实体模型数控机床床身,特别是在弯管两侧磨坏尤其明显的位置,对外开放径选用变动圆心点的方式开展设计方案,使磨坏比较严重的位置部分加厚型,并且还能依据各种各样规定,制做出各种各样不规律样子的管材来考虑设计方案规定。而接管一般是选用挤压铸造。
二是无缝钢管的原材料中带有Cr、Ni、Mo、W、V、Cu等多种多样铝合金原素,它不仅具备较高的强度,还具备一定的物理性能,在常温状态具备优良电焊焊接特性,并具备可激光切割性和当场打孔的概率,另外还具备一定的耐腐蚀特性。在具体的应用全过程中,无论是在炼钢厂的钢渣管路,還是在煤矿的选煤管路等应用上都获得了非常好的实际效果,在相同条件下下与中碳钢原材料对比,其企业摩擦系数是中碳钢的1/5上下,使用寿命是中碳钢的4-5倍,弯头和支系管可与无缝钢管段配套设施应用,安裝、检修更便捷。



新中国成立后,随着三年恢复经济和国民经济 个五年计划开始实施
我国经济将迈上了走向工业化的道路。
由于西方敌对 对新中国实行经济封锁和禁运
靠从国外进口无缝钢管来源中断,而当时国内还不能生产
这对经济的恢复和国防工业都产生了严重的影响。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。



