







45号钢调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。
45号钢淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。
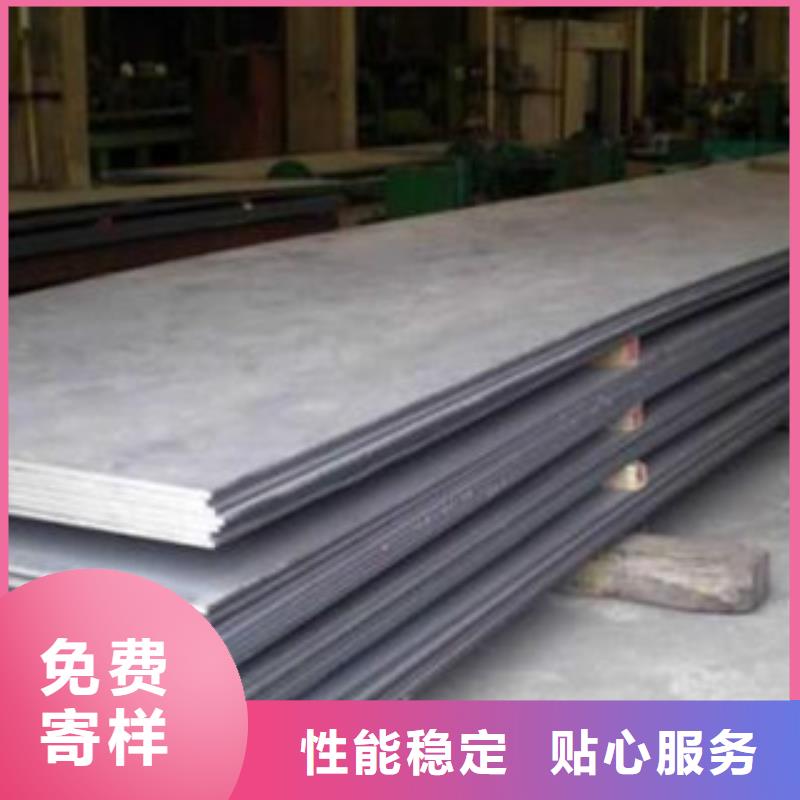
钢板是用钢水浇注,冷却后压制而成的平板状钢材。是平板状,矩形的,可直接轧制或由宽钢带剪切而成。<钢板按厚度分,薄钢板<4毫米(薄0.2毫米),中厚钢板4~60毫米,特厚钢板60~115毫米。钢板按轧制分,分热轧和冷轧。
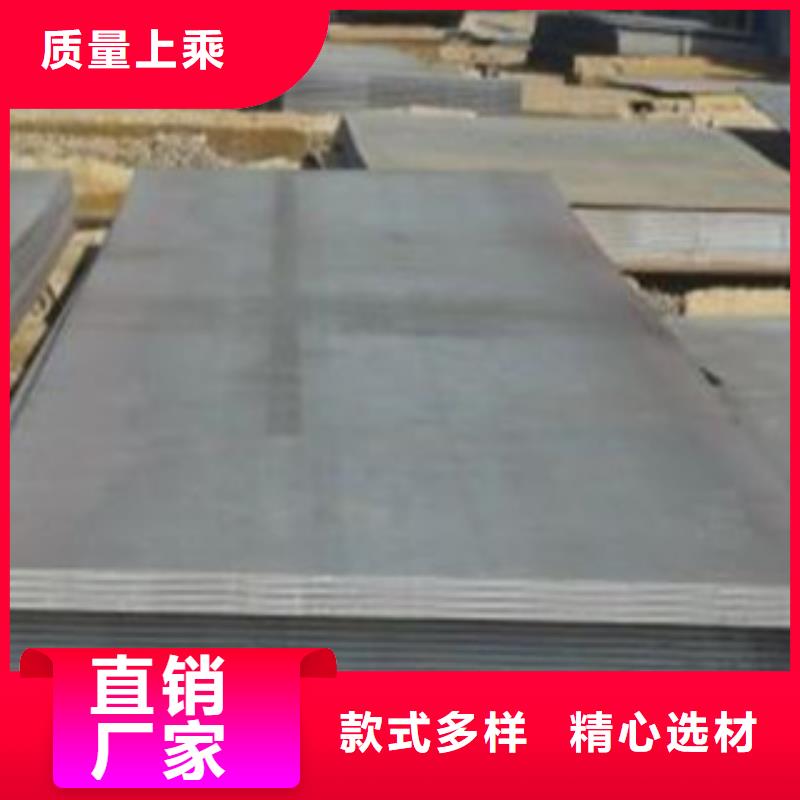
在使用钢板进行加工制作的过程中,有的设备对于钢板厚度的要求比较高,例如在造船厂中,为了船只的抗冲击性,需要选用特厚钢板来进行安装应用,这样的板材和普通的钢板相比更加厚,而且板材的规格和尺寸也有一定的区分标准,近年来特厚钢板的应用越来越广泛,所以特厚钢板的需求量也开始攀升。在使用特厚钢板的时候,经常需要进行特厚钢板切割操作,那么在对这种板材进行切割时需要掌握哪些技巧方法呢?
在进行特厚钢板切割操作时,切割速度不可以过快,很多加工生产行业会遇到这样的问题,就是在对特厚钢板进行切割时,为了加快速度,所以进行这些工艺操作的过程中会忽视很多细节问题,这样就容易产生废件,有的板材会裂纹,所以对于特厚钢板进行切割时,一定要注意速度不可以过快,应该以低速加工为主,这样可以有效工作效率。
厚壁不锈钢板表面划伤缺陷主要有以下种类:基板划伤基板划伤是指由于轧机卷取等原因引起的冷轧厚壁不锈钢板表面划伤。由于基板划伤处的锌铁反应速度明显高于正常表面,带钢经热镀锌后,基板上的缺陷将更为明显。通过加强上道工序对来料质量的检查,完全可以杜绝有划伤的基板进入镀锌线。锌锅辊造成的划伤锌锅辊划伤是厚壁不锈钢板产品划伤的主要来源,占划伤缺陷的70%以上。锌锅辊由沉没辊、校正辊、稳定辊3个辊组成。它处于锌液中的特殊位置,不利于安装电机进行传动,因此大多数锌锅辊是被动辊,完全靠带钢表面与锌锅辊辊面之间的摩擦力使锌锅辊与带钢同速运动;但有时由于锌液成分变化、锌锅辊的使用、工艺速度变化等因素的影响,致使带钢与沉没辊之间因传动摩擦力不足而发生相对滑动,从而产生厚壁不锈钢板划伤的表面缺陷。另外,黏附在锌锅辊上的锌渣也是造成划伤的主要因素。
钢板是建筑工程中的重要用具,其使用寿命非常长,据统计,按照正常的使用方法,能够使用长达五十年的时间,而且能够适应各种恶劣的施工环境。

