



更新时间:2024-12-26 03:41:49 浏览次数:8 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 加工定制 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |
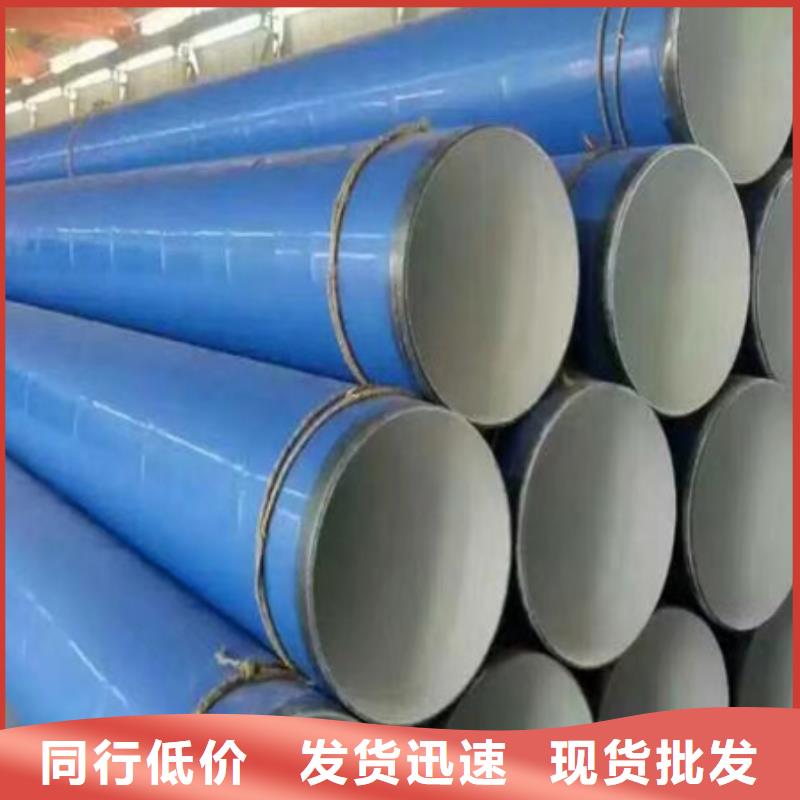








酸洗钝化液无缝钢管一般在高溫和髙压标准下应用,酸洗钝化液无缝钢管关键用以生产制造髙压和高压加热炉的受热面管,再热水器管,通风风管,主蒸汽管道等。酸洗钝化液无缝钢管的内,外表层不允许有裂痕,皱褶,皱褶分离出来和,这种缺点应彻底。空隙深层不可超出允差壁厚的负误差,而且清理场地的具体壁厚不可低于壁厚容许的极小值,酸洗钝化液无缝钢管是一种蒸汽管道,归属于酸洗钝化液无缝钢管的范围。酸洗钝化液无缝钢管的主要用途十分普遍,尤其是酸洗钝化液无缝钢管。对酸洗钝化液无缝钢管的质量有要求。酸洗钝化液无缝钢管的质量怎样,高品质的酸洗钝化液无缝钢管的成份匀称。创口看上去很标准,手感也很光洁,而不是毛边感。
钢管酸洗脱脂钝化

酸洗磷化钝化钢管的加工厂
酸洗钢管原理:氧化皮、铁锈等铁的氧化物(fe3o4,fe2o3,feo等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。
常用酸:酸洗用酸有硫酸、盐酸、磷酸、硝酸、铬酸、和混合酸等。*常用的是硫酸和盐酸。
酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。
市面上出售的工业浓硫酸通常含spanso475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含spanso475%~78%(质量分数)。
磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。钢管酸洗脱脂钝化
钝化钢管正常规格:
25*2.5 32*2 32*2.5 32*3 38*2.5 38*3 42*3 45*3 48*3 57*3.5 73*4 76*4 89*4
102*4.5 108*4 114*4.5 121*4.5 127*4.5 133*4.5 159*4.5 168*5 219*6 273*7 273*8 426*10等规格齐
钝化钢管技术
钝化是化学清洗中zui后一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。锅炉反应器等设备经酸洗水冲洗漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。对设备酸洗钝化处理,各类油污锈氧化皮焊斑等污垢,处理后表面变成均匀银白色,大大高不锈钢抗腐蚀性能,适用于各种型号碳钢不锈钢零件板材及其设备。
磷化技术
磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝、锌)件也可应用磷化。钢管酸洗脱脂钝化
酸洗钝化钢管零切整批?酸洗钝化钢管:酸洗、钝化清洗技术由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、等各类工业领域,并已发展成为一门行业技术。为保证化工装置的试车和生产正常进行,化工装置中的许多设备和管道都需在吹扫或冲洗前先进行酸洗、钝化,如大型蒸汽发生锅炉(含废热锅炉),高、中压蒸汽和锅炉系统给水管网,石化装置中芳烃抽提、吸附分离系统的设备、管网、蒸汽透平离心压缩机的蒸汽进汽管道和工艺气的进气管线,合成氨装置净化系统的绕管换热器,氧气输送管线以及大型高速透平机械的润滑油系统等。它们中有的是整个系统,有的是其间部分设备管道,都需在安装检验合格后,采用酸洗、钝化的这种方法以其内表面的各种锈垢物。实践证明,对这类设备、管道如果启用前不进行酸洗、钝化,或清洗达不到要求,都必将对试车或以后的生产运行带来十分严重的恶劣后果。酸洗钝化钢管的清洗作业因现场被清洗设备、管道的材质、锈垢等附着物的性质和使用要求等的不同,而有不同的清洗配方和工艺条件。但其工艺程序和清洗原理一般是相同的,即由水冲洗去除泥砂、灰尘;碱洗去除油脂和碱溶物;水冲洗置换;酸洗去除氧化鳞皮和锈垢;水冲洗置换和漂洗;钝化保护;过程的残液处理等7个部分组成。上述程序中,碱洗、酸洗、钝化是三个主要环节,而酸洗是整个清洗作业的核心。水冲洗等作为主要环节的过渡措施和残液处理也是十分重要和必不可少。其中碱洗、酸洗、钝化三个主要环节的为关键。管路清洗完毕如果没有很快进入调试阶段 必须在管路中及时铺油 而且要在整个内壁上都形成一层油膜 以免产生二次生锈。油洗之后 调试之前必须再次对管路进行检查 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方 要打开管路进行检查 放出残存的油液 并用干净的油液再冲洗 直到看不到杂质为止。
钢管酸洗脱脂钝化
