您的位置>首页 >驻马店本地行业News >
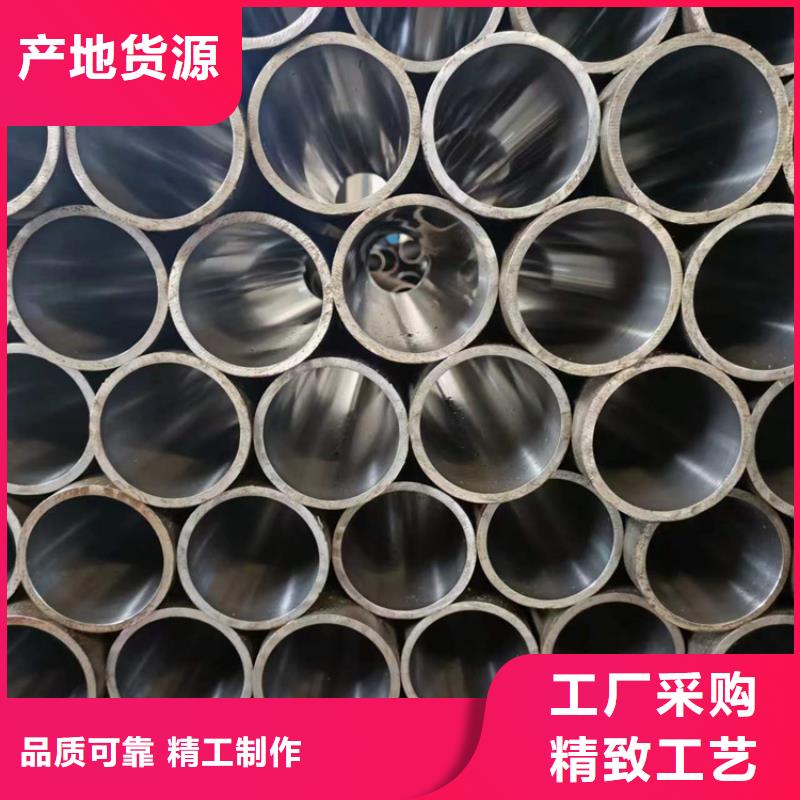
新蔡非标绗磨管库存充足
更新时间: 2024-12-26 19:51:30 浏览次数:3
以下是:新蔡非标绗磨管库存充足的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:新蔡非标绗磨管库存充足的图文视频
导读 在河南省驻马店市采购新蔡非标绗磨管库存充足请认准安达液压机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:聊城辽河路燕山路交叉口南500米东首发货到河南省 驻马店市 驿城区、西平县、上蔡县、平舆县、正阳县、确山县、汝南县、遂平县、新蔡县)。 河南省,驻马店市 2000年6月8日,驻马店撤地设市。驻马店是华夏文明的重要发祥地之一,是中华民族的人文始祖盘古创世纪活动的核心区域,是轩辕黄帝夫人嫘祖的故乡,是战国时代的兵器制造中心和蔡氏、金氏、江氏家族的故里。是郑州、武汉两大中心城市的节点城市,京广铁路、京深高铁纵贯南北,九条高速、六条国道穿境而过。全市共有森林公园7个,其中森林公园4个,自然人文景观较多;驻马店还拥有梁祝故里、秦丞相李斯墓、伏羲画卦亭和战国冶铁遗址、西周蔡国故城、天中山、悟颖塔等人文资源,还有始建于明朝的南海禅寺。曾入选批全国法治政府建设示范地区,并入选全国双拥模范城(县)。2023年,被评为三线城市。
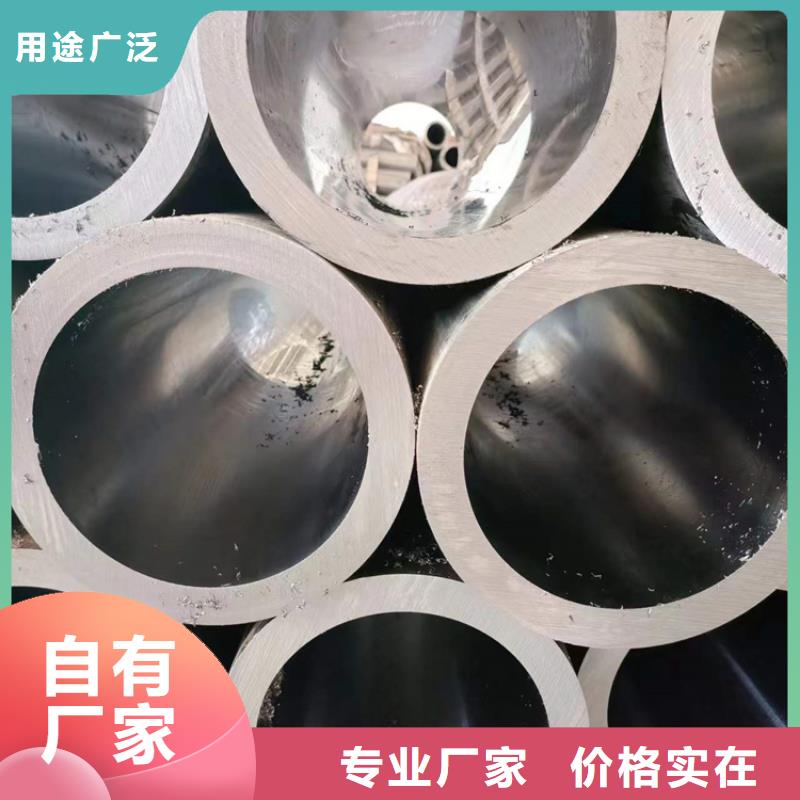
河南省驻马店新蔡非标绗磨管库存充足
<驻马店>九冶管业有限公司

厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。

2.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力
<驻马店>九冶管业有限公司
河南省驻马店新蔡非标绗磨管库存充足
总结 联系人:高经理,电话:17706353138,安达液压机械有限公司在河南省驻马店市本地专业从事新蔡非标绗磨管库存充足,河南省驻马店市各个县市以及周边城市均可提供送货上门服务!