






中山异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
中山异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
中山异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
中山异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
中山异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
中山异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
中山异型管焊嘴与异型管间的距离以15-25mm为宜。
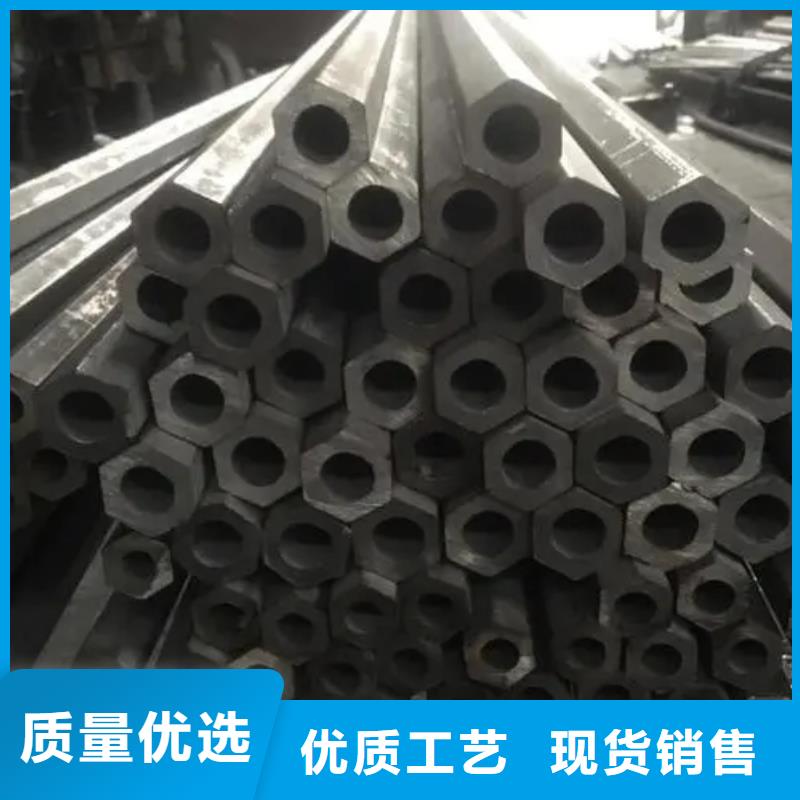
中山异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
中山异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。
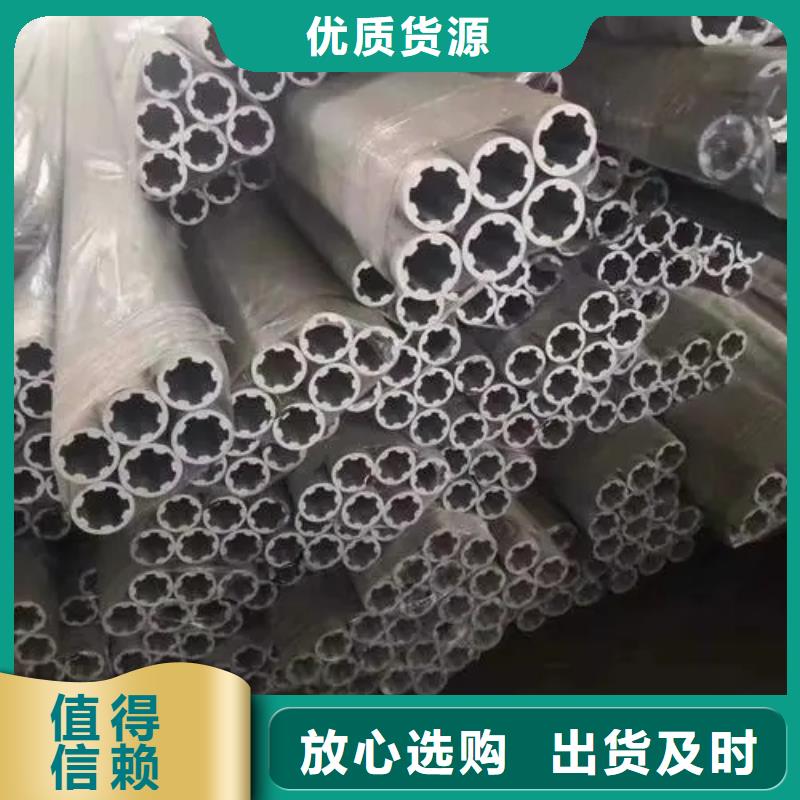
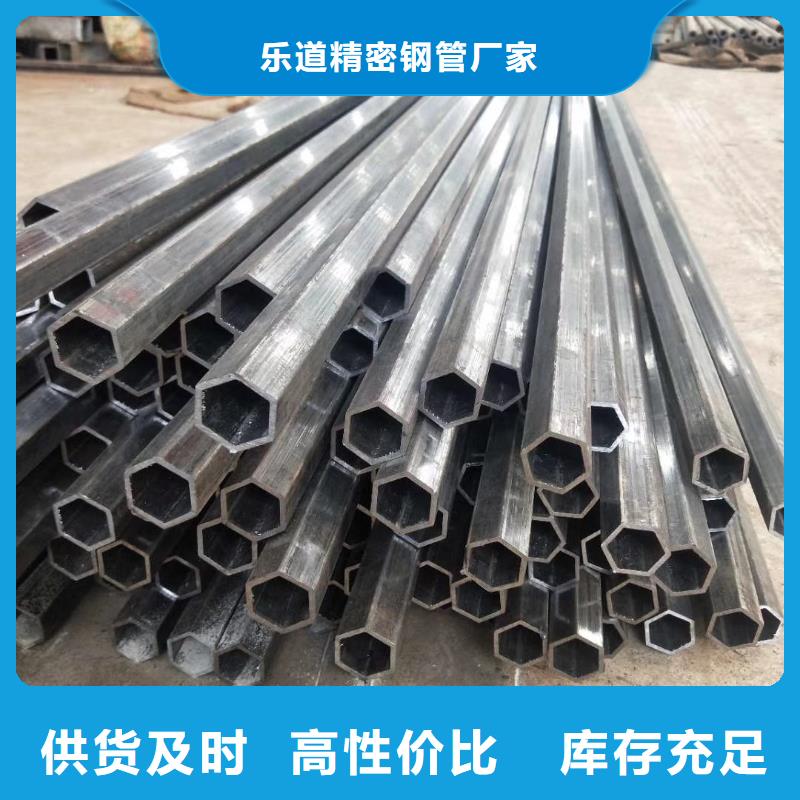
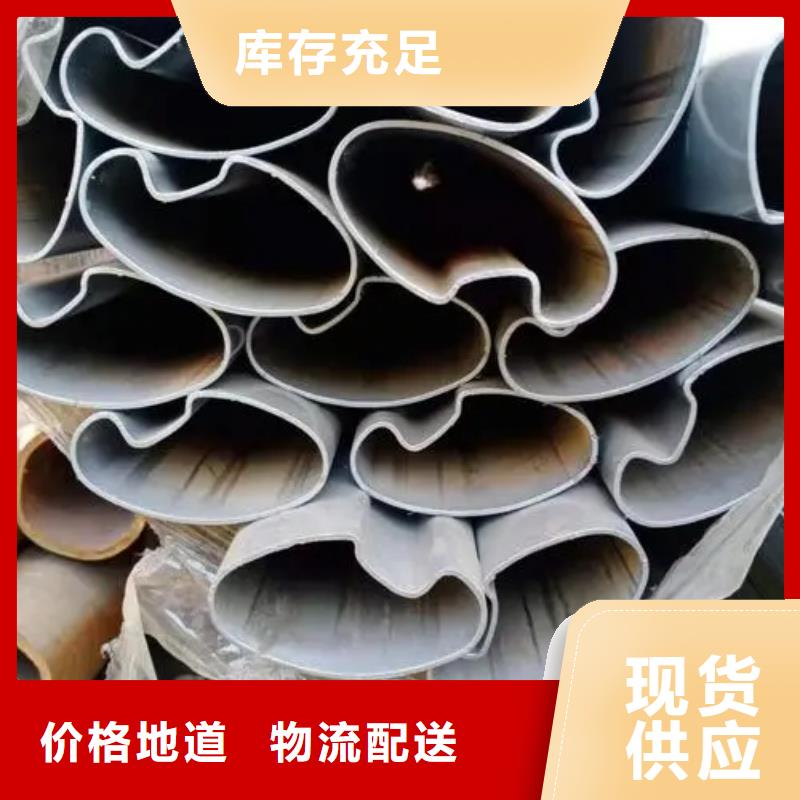
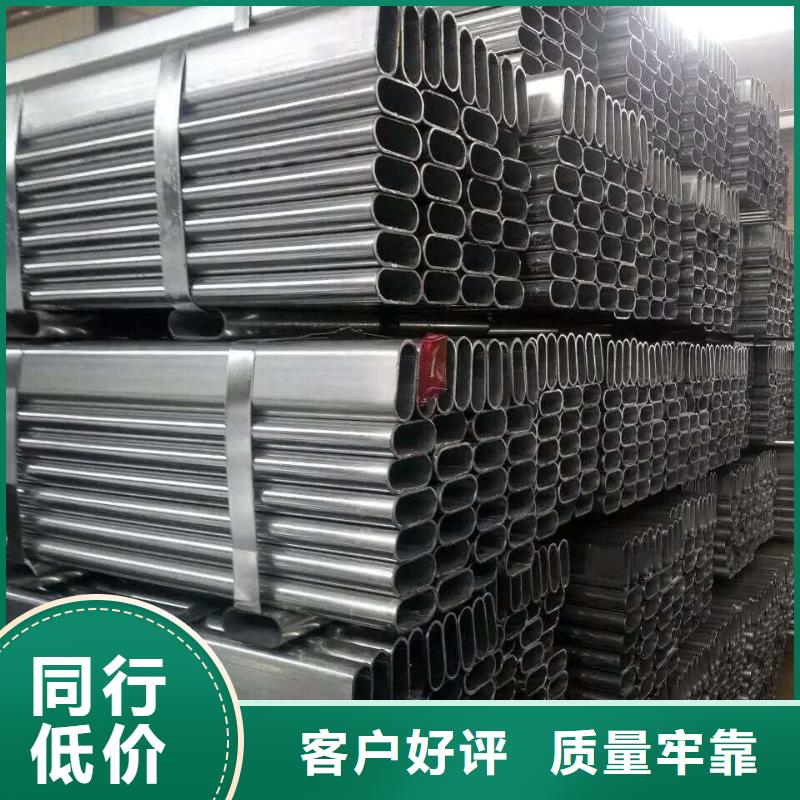
中山异型管、椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、不锈钢花纹管、不锈钢U型钢管、D型管、
不锈钢弯管、S型管弯管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、
双凸形异型钢管、双凹形异型钢 不锈钢存水弯管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管、六角管、
八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管等。
生产中山异型管所用的坯料,叫做管坯,合格的管坯是异型管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了以下严格的技术要求:
中山异型管径过大或椭圆度过大,会使异型管穿孔时咬入条件变坏,还会因管坯直径压缩量过大而促使内折的发生;
中山异型管对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
中山异型管采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
中山异型管在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
中山异型管价格有上升的改善趋势,建筑工地如期复工。是复工后受市场赶工的影响,钢铁需求会出现补偿性消费,可以实现库存快速去化。是为了对冲疫情对经济的影响, 会出台对冲政策,加大基建端的投入和房地产限制政策边际放松,这都将带动用钢需求改善。
但事实上,难以支撑实现高强度的复工。而各地出台的所谓房地产刺激政策也都是以对冲疫情为主,主要是保障房地产企业的现金流,而主要的房地产限购和对房企的融资限制并没有放松。