


镇江JK-3.0x2.5实力老厂
万丰矿山机械制造有限公司
矿用绞车、矿用绞车、绞车、JTP绞车怎样进行润滑?矿用绞车的润滑工作机器的润滑不仅关系着机器的正常工作,而且直接影响着机器的寿命,因此必须及时地补充和更换润滑油,润滑油的油质必须符合要求,不得混入灰尘污物、铁屑及水等杂质。闭式齿轮及球面蜗杆付用工业齿轮油SY1172-80,代号为250号进行润滑其运动粘度230-270(50℃厘池),亦可以52号过热汽缸油或65号合成汽缸油作代用油。蜗轮箱油高度不超过蜗杆中心线,不低于蜗杆下部牙齿的齿根参照油针的刻线每天进行一次检查及时进行补充。如绞车连续工作时间较长,蜗轮箱油量须适当增加,蜗轮箱油质不许任意更改,否则会使油温猛增,蜗轮磨损加剧,传动效率降低。小齿轮、过桥齿轮、大齿轮也可以用以上油质进行润滑,每班至少加油一次,使齿面间经常保持一层油膜。蜗轮轴上的滚动轴承及滚筒内的滚动轴承每隔3—6个月加注或更换钙钠基脂一次,加油量不宜超过轴承容室的2/3。蜗轮箱上两滑动轴承可用轴端的加油塞注入钙钠基脂进行润滑每班可加注2~3次。蜗轮箱中滚动轴承既润滑脂亦可用钠基脂或锂基脂,但不许用钙基脂。对于新的或大修以后的绞车,特别是蜗轮付更新的绞车,在运转8~10天后,必须更换蜗轮箱内的润滑油并进行清洗,以除去零件磨落的金属细屑。
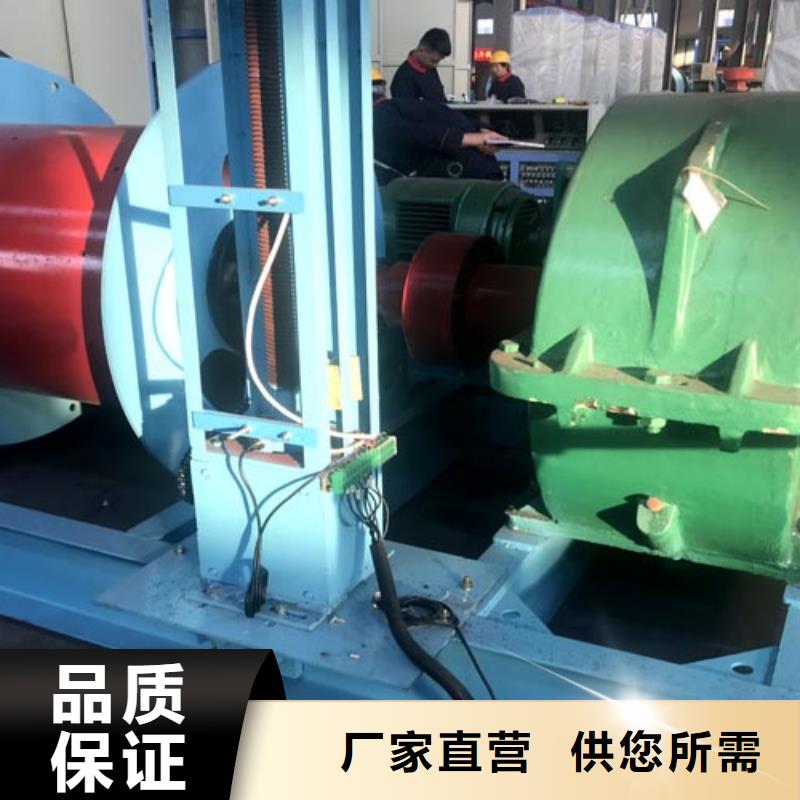
 矿用绞车、绞车、JTP绞车安装与运行保养JTP变频绞车的运行需要做好准备工作,绞车种类繁多,包括绞车、绞车、防爆绞车,本次为您带来的就是JTP变频绞车顺利工作的使用注意事项。JTP变频绞车的安装相关步骤:装配前须熟悉绞车各部分的构造,防止错装、漏装。装配时应注意下列事项:所有零件均需擦洗干净,严防铁屑等脏物带入,所有滚动轴承应在油槽中加热后(不超过100℃)进行套装,不得硬打、硬砸;在装配过程中,对各运转零件及滚动轴承应随时涂注润滑油。装配顺序:可先按部件组装成体,即:(1)卷筒组件;(2)高速传动付部件;(3)低速传动付部件;(4)刹车装置部件;(5)底座、电机、电机支架、轴承架。组装:先将130滚珠轴承(6)装入卷筒内腔幅板内,然后将筒卷翻身倒置(有刹车盘一面朝上),装高速传动付部件,旋上8个螺钉(7)使与卷筒固牢,再装轴承套用螺钉旋紧,再将卷筒颠倒位置(使刹车盘一面朝下),装低速传动付部件,装端盖、油封,用螺钉8个旋紧装制动轮(8)吊起装刹车部件、轴承支架、电动机、电机支架于底座上,用螺栓固牢。拆卸基本上与装配顺序相反。绞车的拆卸应在机修厂或车间进行。拆卸时要细心,不要损坏零件。JTP变频绞车保养相关JTP变频绞车投入生产后,做好维护保养及检修工作是保证机器正常运转及生产的重要条件,亦是提高绞车寿命的重要措施。司机、维修工人、机修单位必须密切配合,协同做好维修工作。司机必须每日对绞车各部分认真保养,下班时脏物,工作前先进行检查或开空车试转,注意润滑状况是否良好。添加润滑油时不得使用脏的、不合格的润滑油,并经常注意温升是否正常。JTP变频绞车出现故障现象时,不得勉强继续工作,应通知并协助维修工人故障。检修工人必须定期对绞车作检查,并作好检修记录,防止故障及事故发生。如果绞车长期搁置不用,应采取适当措施加以保护以防锈蚀或损坏。
wfjx
矿用绞车、绞车、JTP绞车安装与运行保养JTP变频绞车的运行需要做好准备工作,绞车种类繁多,包括绞车、绞车、防爆绞车,本次为您带来的就是JTP变频绞车顺利工作的使用注意事项。JTP变频绞车的安装相关步骤:装配前须熟悉绞车各部分的构造,防止错装、漏装。装配时应注意下列事项:所有零件均需擦洗干净,严防铁屑等脏物带入,所有滚动轴承应在油槽中加热后(不超过100℃)进行套装,不得硬打、硬砸;在装配过程中,对各运转零件及滚动轴承应随时涂注润滑油。装配顺序:可先按部件组装成体,即:(1)卷筒组件;(2)高速传动付部件;(3)低速传动付部件;(4)刹车装置部件;(5)底座、电机、电机支架、轴承架。组装:先将130滚珠轴承(6)装入卷筒内腔幅板内,然后将筒卷翻身倒置(有刹车盘一面朝上),装高速传动付部件,旋上8个螺钉(7)使与卷筒固牢,再装轴承套用螺钉旋紧,再将卷筒颠倒位置(使刹车盘一面朝下),装低速传动付部件,装端盖、油封,用螺钉8个旋紧装制动轮(8)吊起装刹车部件、轴承支架、电动机、电机支架于底座上,用螺栓固牢。拆卸基本上与装配顺序相反。绞车的拆卸应在机修厂或车间进行。拆卸时要细心,不要损坏零件。JTP变频绞车保养相关JTP变频绞车投入生产后,做好维护保养及检修工作是保证机器正常运转及生产的重要条件,亦是提高绞车寿命的重要措施。司机、维修工人、机修单位必须密切配合,协同做好维修工作。司机必须每日对绞车各部分认真保养,下班时脏物,工作前先进行检查或开空车试转,注意润滑状况是否良好。添加润滑油时不得使用脏的、不合格的润滑油,并经常注意温升是否正常。JTP变频绞车出现故障现象时,不得勉强继续工作,应通知并协助维修工人故障。检修工人必须定期对绞车作检查,并作好检修记录,防止故障及事故发生。如果绞车长期搁置不用,应采取适当措施加以保护以防锈蚀或损坏。
wfjx
鹤壁 万丰矿山机械制造有限公司
值得信赖的
镇江米多绳摩擦式提升机
生产厂家-
 厂家直销
厂家直销 -
 品质保障
品质保障 -
 售后无忧
售后无忧
免费热线服务:
15603928787
