

联系我们

当前位置:
天津 阔恒兴旺国际贸易有限公司 >
漳州当地产品频道
钢结构紫铜排工艺层层把关
更新时间:2024-12-27 20:20:54 浏览次数:8 公司名称:天津 阔恒兴旺国际贸易有限公司
以下是:钢结构紫铜排工艺层层把关的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 36 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
以下是:钢结构紫铜排工艺层层把关的图文视频





钢结构紫铜排工艺层层把关,阔恒兴旺国际贸易有限公司为您提供钢结构紫铜排工艺层层把关的资讯,联系人:杨经理,电话:022-26808329、13920698558,QQ:1114015854,发货地:天津北辰区韩家墅钢材市场发货到福建省 漳州市 芗城区、龙文区、云霄县、漳浦县、诏安县、长泰区、东山县、南靖县、平和县、华安县、龙海区。 福建省,漳州市 漳州境内有世界遗产名录南靖土楼,东山岛、漳州滨海火山地质公园、云洞岩等景点。漳州市是历史文化名城、全国文明城市 、文化生态保护区、卫生城市 、全国双拥模范城市、中国旅游城市。
我们为您呈现的钢结构紫铜排工艺层层把关产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:钢结构紫铜排工艺层层把关的图文介绍
漳州红铜扁排
阔恒兴旺国际贸易有限公司
厂家直营 品质保障 售后无忧


漳州红铜扁排的详细介绍
专业品质 注重质量

阔恒兴旺国际贸易有限公司主要经营 福建漳州红铜扁排。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
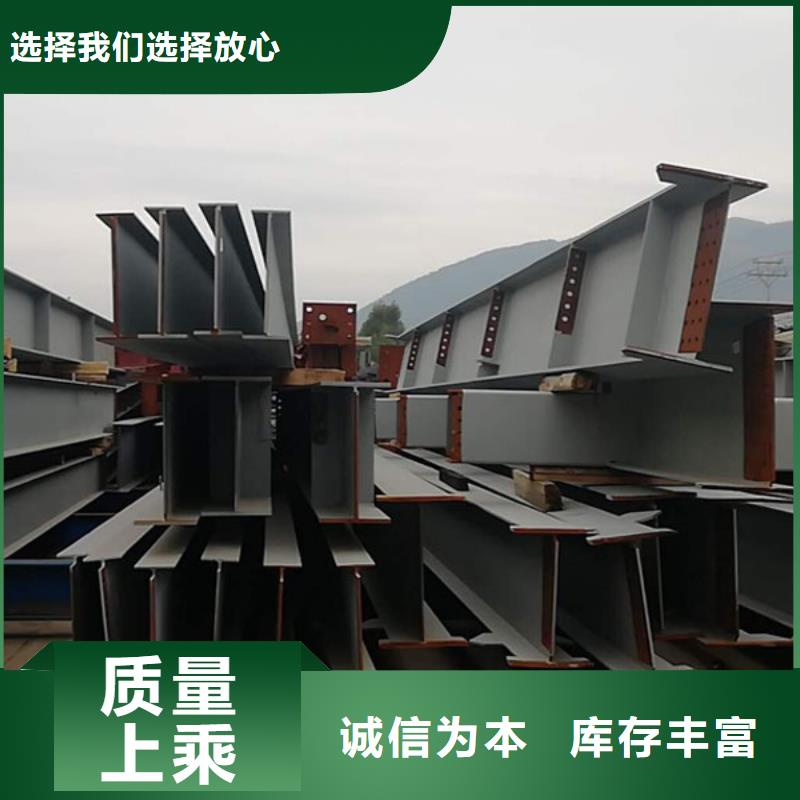
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;




您是想要在福建省漳州市采购高质量的钢结构紫铜排工艺层层把关产品吗?阔恒兴旺国际贸易有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的钢结构紫铜排工艺层层把关产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:杨经理-13920698558,QQ:1114015854,地址:《北辰区韩家墅钢材市场》。