





是由起重设备放置的,所以起重设备的能力和起升运动的控制尤为重要。整体吊装方法适用于各种场地、架。架在空气中的位移;2、高空滑移法在C型钢机械设备安装中的应用:高空滑移法是指将滑移机单元的安装方法滑动到设计位置,并在预置滑移轨道上拼接成一个整体。
架是高空作业,对建筑物的内部结构没有影响。网架等下部结构的安装可并行、三维操作,加快施工进度,缩短工期。不需要大型设备和牵引设备。适用于交叉工程和三个维度的交叉施工。滑块同步滑移的控制是施工的关键。对于为什么使用C型钢机设备,很多人可能并不是很理解,这是因为C型钢机设备的性能,所以才会有如此之多的人使用它,那么它都有哪些性能呢1、防火和绝缘材料的表面材料:彩色复合夹芯板是非可燃材料,可以满足。
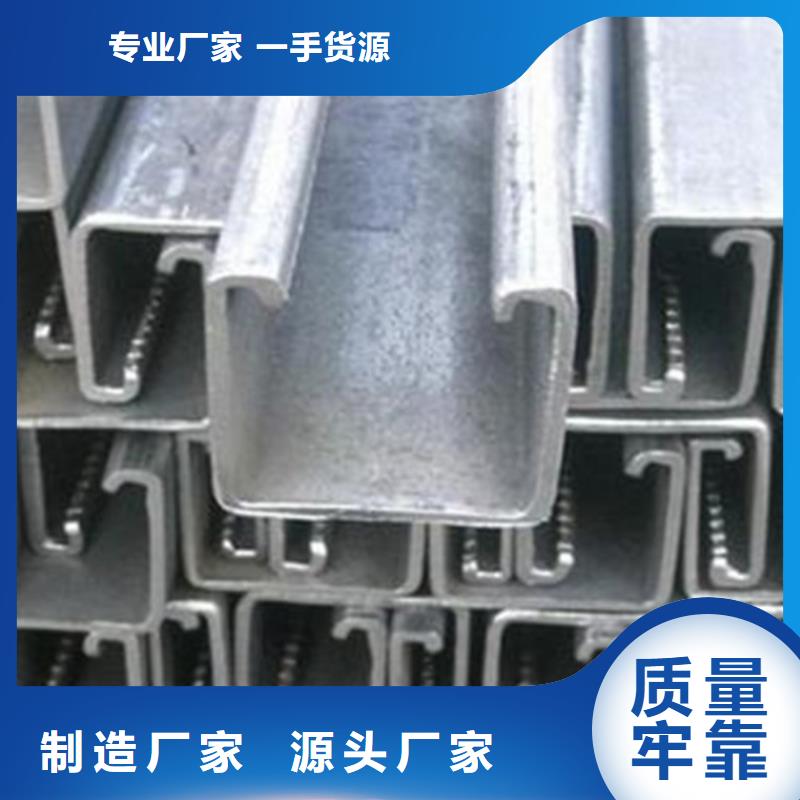
C型钢作为当前一款重要的钢材,在众多钢材当中有着比较高的地位。其实,人们只要细心留意就会发现生活当中使用C型钢的地方还真不少。不过,在选择C型钢的时候,人们就需要注意两大要点,防止出现各种不良情况。要点一:考虑C型钢特点C型钢作为一种钢材,其本身也是有着独特的优势,并且不是跟其他钢材一样。
如果没有突出的性能,那么C型钢根本无法保证在钢材的地位。一般而言,在选择C型钢的时候,人们就需要其特点,保证选到的钢材符合实际的需求。要点二:考虑C型钢承受到目前为止,C型钢绝大多数都被人们使用在建筑领域,成为一款重要钢材。



国耀宏业钢铁有限公司将竭尽所能,加强在售前(货品储备、新 山东枣庄槽钢产品引进)、售中(产品培训.客户回访)、售后服务(维修培训、技术支持)等方面的支持, 竭诚为您提供好的 山东枣庄槽钢产品和服务,为您解决您清洁工作的后顾之忧。自创办以来,公司秉承自主创新的发展理念,勤于思考,善于创新,以质量求生存,以诚信求发展的经营方针。以优质的 山东枣庄槽钢产品质量,强大的技术服务队伍为客户提供完善的售前技术支持和全天候的售后服务体系,让您无后顾之忧,享受一站式的服务。



钢厂方面,从近期主导钢厂柳钢、本钢、包钢以及首钢的2月份板材产品价格来看,冷轧格仍是以下调为主,其幅度在50-180元不等,由此可见,钢厂对于冷轧后市价格预期也并不看好。时至月底,商家面临着以及给钢厂打订的压力,出货意愿较强,为了回流资金,商家以价换量也是不得已而为之,后期或将多现降价行为。
镀锌c型钢市场延续弱势格局。随着天气越发寒冷,北方大部分工程进入收尾阶段,尤其东北、内蒙等地区,需求下滑明显,贸易商进货消极,库存量普遍偏低,一般都维持在几百吨左右,部分已经停止进货,观望明年行情。而南方市场成交虽好于北方,但整体也不乐观,贸易商心态不稳,补货的操作很少,多以快进快出为主,对后市并不看好。
目前利空因素正在发酵,商家资金普遍紧张,冬储意愿不强,后期价格存在回落风险,市场供应仍将面临较大压力,料近期国内型材市场仍将延续稳中有跌格局。从整个国内钢材市场来看,镀锌c型钢涨跌趋势均没有迹象,更确切的说上涨基本无望,阴跌亦受阻。
部分品种试探性反弹,但其对生铁市场有限,尤其是炼钢生铁市场,整体大幅下跌。眼看7月将至,高温多雨天气将逐渐增多,生铁需求或将更加清淡。本月国内个别钢厂下调生铁采购价格,采购量依旧控制在范围,停采钢厂较上月有所增加。
本月原材料市场弱势,对生铁市场支撑动力明显不足。综合考虑,在上游原材料市场支撑动力减弱,下游钢材市场亦无明显好转的情况下,生铁市场难言乐观,因此预计7月份国内生铁市场或以弱势为主。镀锌c型钢市场以下跌为主,市场成交低迷。



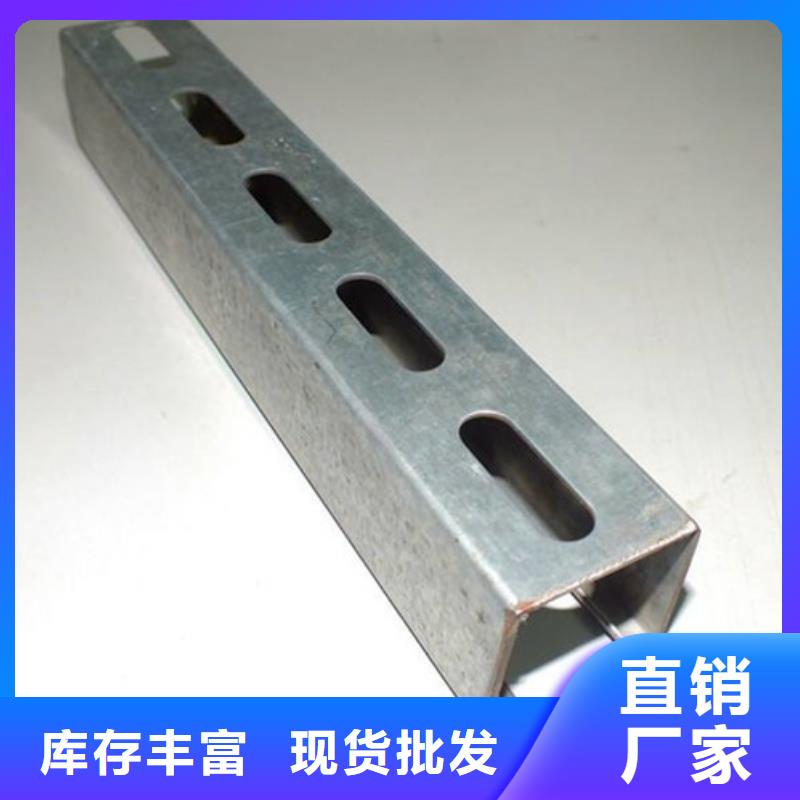
镀锌C型钢目前钢的主要产品之一。它直接用于各个领域,以确保生产和生活不受其影响。到目前为止,人们主要是因为C型钢的质量问题而选择C型钢,以减少选择劣质钢的可能性。小编将为读者分析镀锌C型钢的细节。
细节一:钢表面
优质C型钢的表面是一面镜子,上面不会有凹坑或颗粒。如果出现这种情况,说明所用材料中杂质较多,直接影响C型钢的质量。因此,人们不能选择镀锌C型钢,否则会造成各种使用故障,增加人们的生产成本。
细节二:厚度
在选择C型钢时,人们需要根据实际需要选择C型钢。因为C型钢的厚度直接影响其承载力。在大型建筑中,人们需要具有优良承载力的C型钢时,必须选用厚壁钢。如果选用壁厚较薄的C型钢,它将完全不能承受相应的重量,这将增加事故发生的可能性。
只要我们注意以上两个细节,就可以保证实际效果不受影响。
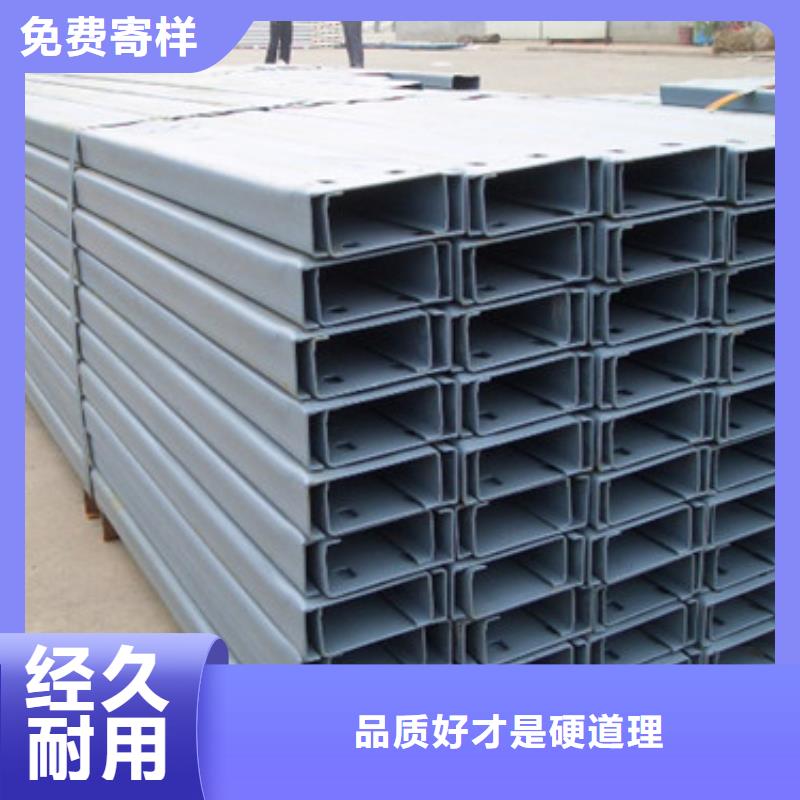
流程1:进料
送料是将生产C型钢所需的材料放入相应的送料机中,将材料输送到相应的生产设备,生产出优质的C型钢。送料是生产镀锌C型钢的先决条件,直接影响后续工序。因此,在卸料时,要选择好原材料,保证C型钢的质量不受影响。
过程2:成型
成形是镀锌C型钢生产中的一个关键环节。因为成型意味着C型钢的形状已经出现,并且可以保证后续加工直接作用于成型钢,从而进一步增强其性能。
镀锌C型钢经其它环节加工后,具有自身的性能,并可根据实际效果进行切断,以保证C型钢在各个领域的应用。


这几天持仓一直在放大,价格总是上不去,不是震就是回落,笔者认为不管再如何看重现货面,再怎么市场没货,不能以这个做为考量的必要准则,这里似乎是有个套在等待。虽然钢价回升、产量抬头,但由于下游需求并未出现明显好转,业内人士对于钢铁业未来发展仍不乐观。
一、基本调节。1、基准点。在道轮和一道轮(13道)的轴的同一端用直尺量出与立板的尺寸。使其数据相同。再用直尺量出两轴各自两端与底梁的尺寸,使其数据相同。2、调直与调平。在道轴和一道轴各自两端,用细线搭好,调节其余11根轴和这两轴在同一水平上。
再在道和一道轮之间找出中心,用细线前后搭准中心线,调节其他11道轮,使其都在同一中心线上。3、间隙调节。根据带钢的厚度用塞尺调节每排轴上的上下两轮之间的间隙,达到要求距离(带钢厚度加30%左右,具体看成品)。二、a边调节1、送料立轮(在校平轴前后各一对)使其进料平稳顺畅,带钢直正。
把所轧带钢经过校平送到排轴。2、带钢轧过排轴后,调节轴上的两轮,使其轧a边达到要求(1.5-50px)。3、启动机器使带钢轧过第二轴,调节二轴的两轮,使其两轮外边重合与轴轮的压痕,保证前后两道轧轮压痕一致。4、重复步骤3调节第三排轴轮,是前三道轮压a边顺直。
三、压筋调节。根据需要上下螺丝,抬起或落下压筋轴达到目的。四、b边(腰高)调节。1、根据要求变换隔套调节第五道轧轮,达到要求的尺寸。注意左右居中。2、依照调节a边的方法,依次调节第六道至第九道。3、调节立轮。



