
联系我们

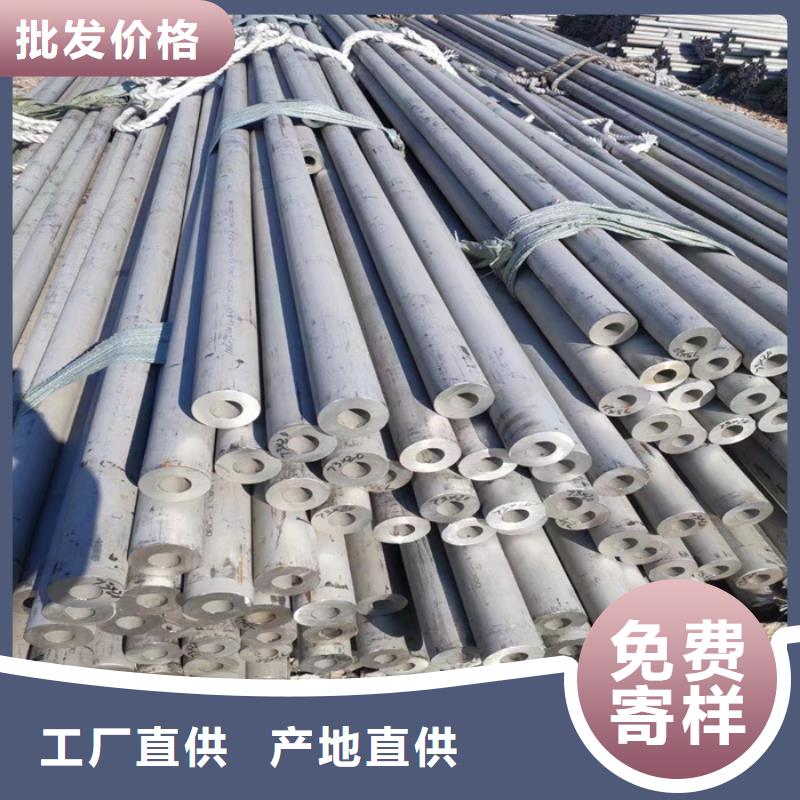
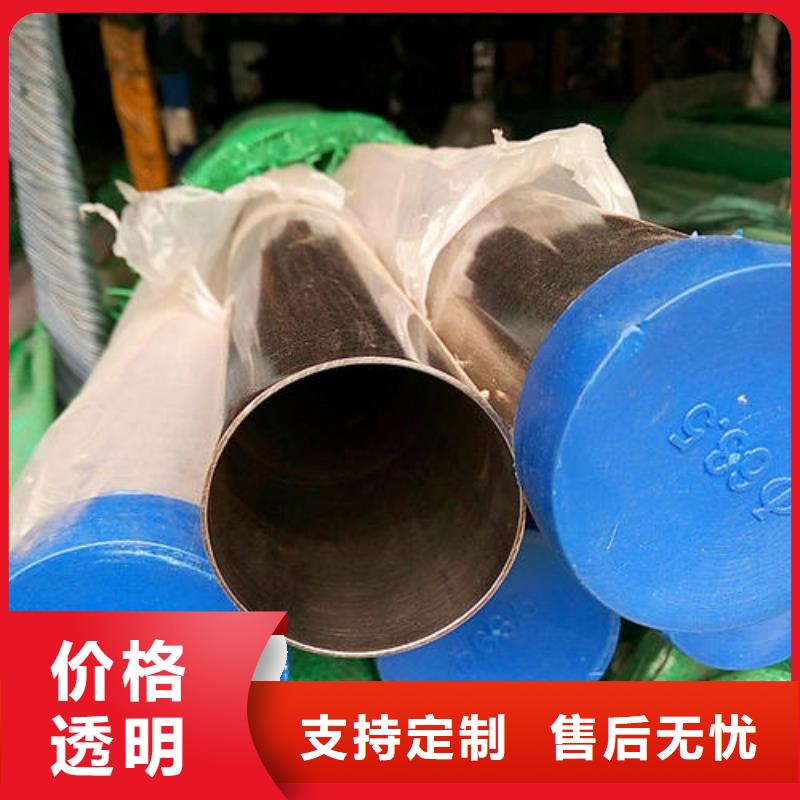
304小口径不锈钢管
更新时间:2024-12-25 11:23:03 浏览次数:25 公司名称:天津 太钢旭昇金属材料销售有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 15 |
| 发货期限 | 当天发货 |
| 供货总量 | 9999 |
| 运费说明 | 免费送货 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 厂家 |
| 产品材质 | 齐全 |
| 产品品牌 | 宝钢 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 天津 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 99999 |
| 适用领域 | 广泛 |
| 是否进口 | 否 |
| 质量认证 | 齐全 |
| 工作温度 | 800-1200度 |
| 厂家 | 天津,无锡,山东,温州 |
| 规格 | 齐全 |
| 材质 | 201,304,321,316L,347H,310S |








不锈钢管综合了铁素体和奥氏体的性能,具有很好的抗氯离子应力及腐蚀开裂。2205由21%铬2.5%钼及4.5%镍氮合金构成的复式不锈钢,它的屈从强度是奥氏体不锈钢的两倍,这一特性使设计者在设计产品时减轻重量,让这种合金比316,317L更具有优势。由于该钢铬和钼的含量都很高,因而具有极好的抗点腐蚀和平均腐蚀的才能。双相组织保证了该钢具有很高的抗应力腐蚀决裂的才能,同机遇械强度也很高。
316L不锈钢管管材具有的力学性能和耐蚀性能以及良好的焊接性。在石油及自然气工业、海洋工程、化学工业等行业具有普遍的用处。目前,石油和自然气工业采用双相不锈钢资料铺设的油气管线,长度已超越850Km绝大局部为316L不锈钢管无缝钢管(也有局部为S31803双相不锈钢管、2507双相不锈钢管);西气东输工程由于保送自然气介质的腐蚀性强,高压管道均采用316L不锈钢管资料。
316L不锈钢管管用处还有以下方面:
中性氯化物环境、炼油工业、石油化学和化学工业、化学工业用保送管道、石油和自然气工业、纸浆和造纸工业、化肥工业、尿素工业、磷肥工业、海水环境、能源与环保工业、轻工和食品工业、食品和制药工业的设备、高强度构造件。
不锈钢管厂家就来介绍下不锈钢无缝管新标和老标的区别,客户询价304不锈钢无缝管,有的厂家报老标,有的厂家报新标,价格差几百搞得客户一头雾水,其实老标准就是GB/T14976-2002的,新标准是GB/T14976-2012,它们的生产工艺制造方法和检测标准是一样的,不锈钢无缝钢管质量表面、壁厚偏差、力学性能是一样的。主要区别是材质化学成分含量主要元素铬不同,老标准是17%个铬,新标准是18%铬。这是质量监督检验检疫总局根据WTO国际标准和美国ASTMA959-09-A312标准制定的。因为中国加入WTO以后产品质量要符合国际标准。使用性能基本也差不多,新标304的耐腐蚀性会稍微高一点,价格新标比老标贵200元/吨,建议客户还是买新标304材质不锈钢无缝管。
公司成立以来始终秉承”诚信为本以诚走天下”在华北地区享有不可取待的企业信誉实力雄厚。常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、 鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生产的各种不锈钢管。不锈钢管 规格Ф6~Ф426×1~50 材质 321 316L 309S 310S 301 303 304不锈钢板 规格0.4mm~80mm 材质 431 201 202 304 321 316L 309S 310S 405 410 420 420J2执行标准:GB/T14976-2002 GB/T13296-96 GB/T14975-2005 ASTM/A312 ASTM/A213 ASTM/A269 AISI JIS DIN等.公司可为用户订做各种特殊规格,特种材质无缝钢管,交货及时,价格低,质量优,并附原始材质书或复印件,节假日照常营业、并可汽运、火运,量大可以在钢厂直接发货 。做不锈钢管我们更加专业!真诚期待合作!不锈钢无缝管4-630,不锈钢焊管159以上,310S 309S 347H 317L 316Ti S31803等特钢生产技术成熟,价格便宜,质量保证.
精密不锈钢管挤压的主要目标是可靠地生产尺寸变化小的高精度产品。出现的主要尺寸精度问题之一是偏心率。精密不锈钢管制造过程中总会存在一定程度的偏心,在挤压过程中,通过严格控制工艺参数和物料流动,可以将挤压管的尺寸减小到小。不锈钢管偏心主要是由不良材料的温度梯度、毛坯准备、定心设备的精度和润滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因组合的结果。浙江鑫达不锈钢制造有限公司的设计目的是尽可能减少这些影响或补偿挤压过程中的不利影响。在编织之前。坯料上料设备必须使用感温装置来检测坯料温度分布,操作屏上始终显示料温变化趋势。计算毛坯温度变化趋势并显示在屏幕上的目的是为了操作者可以相应地修改感应炉顶部的设定值。在挤出开始之前小化或补偿任何检测到的空白温度梯度。公司采用紧凑的结构和内部穿孔设计,使挤出机在压力条件下仍保持良好的结构刚度,可有效防止挤出过程中芯棒偏转。在每个挤压过程中,必须采用控制系统实时保证挤压模组件、挤压杆和挤压杆对齐,并在屏幕上显示轴组件的位置,以指示机械设备。良好的工作条件。通过选择合适的材料和使用预应力技术,也可以限度地减少挤出机张力柱的伸长率。在这两种情况下,由于挤压力引起的伸长率始终可以保持在限度,并且可以通过控制系统调整铁挤压杆的位置,以补偿这种伸长率的不利影响。