

nmgsy<玉树>神悦钢材有限公司
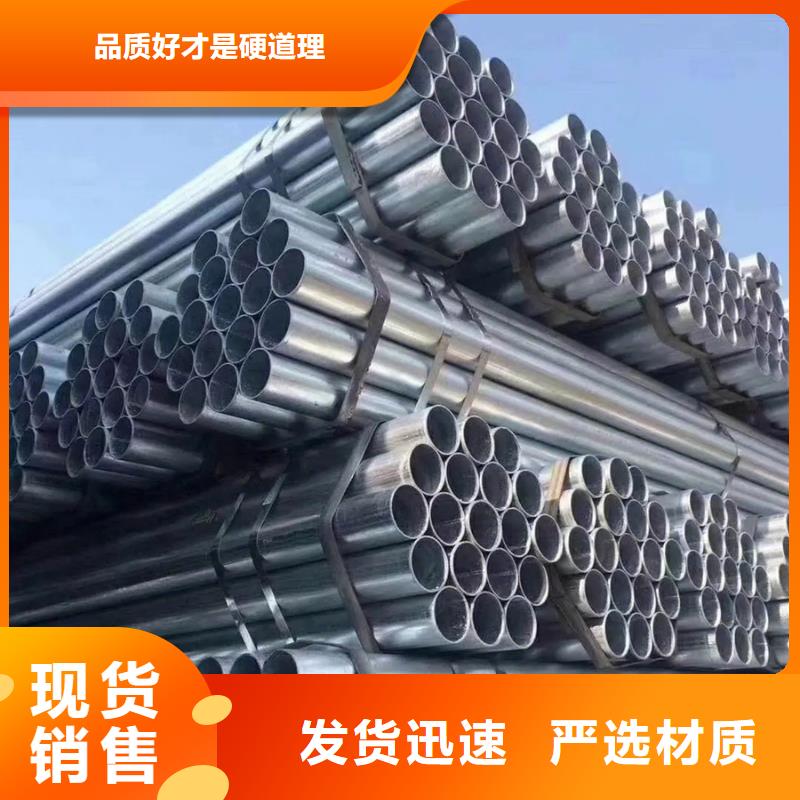
玉树镀锌管拱杆与柱顶用圆卡连接,使两者在一条直线上。 然后安装膜槽,安装门,并在拱门上标出纵筋的位置。 每6米架设一个拱门,将所有纵肋固定,然后将所有拱杆一次固定一米。 拱杆安装好后,整个棚的高度要一致,弧度要一致,纵筋要在一条直线上。 棚体安装好后,安装棚体纵向膜槽和棚头横向膜槽。 安装天窗并扣膜,华尔钢镀锌方管再安装侧边卷膜机和内两层防寒帘。 预制管式镀锌温室结构合理,车身坚固,抗风雪能力强,搬迁组装方便; 无立柱,操作方便,通风方便,透光性好,使用寿命长。 薄膜可根据自身情况选用普通薄膜、防雾薄膜、多功能长寿命薄膜等薄膜。 先沿着温室两侧的钢管边缘挖两条15cm深的沟,一个在左边,一个在左边。 小心地将薄膜覆盖在钢管温室上,将薄膜边缘埋入沟内,并用土压实。 小心不要刮伤胶片。 如果损坏,请用胶带纸粘贴。 该位置用防虫网和薄膜卷覆盖,用作通风口, 用温室层压线固定。
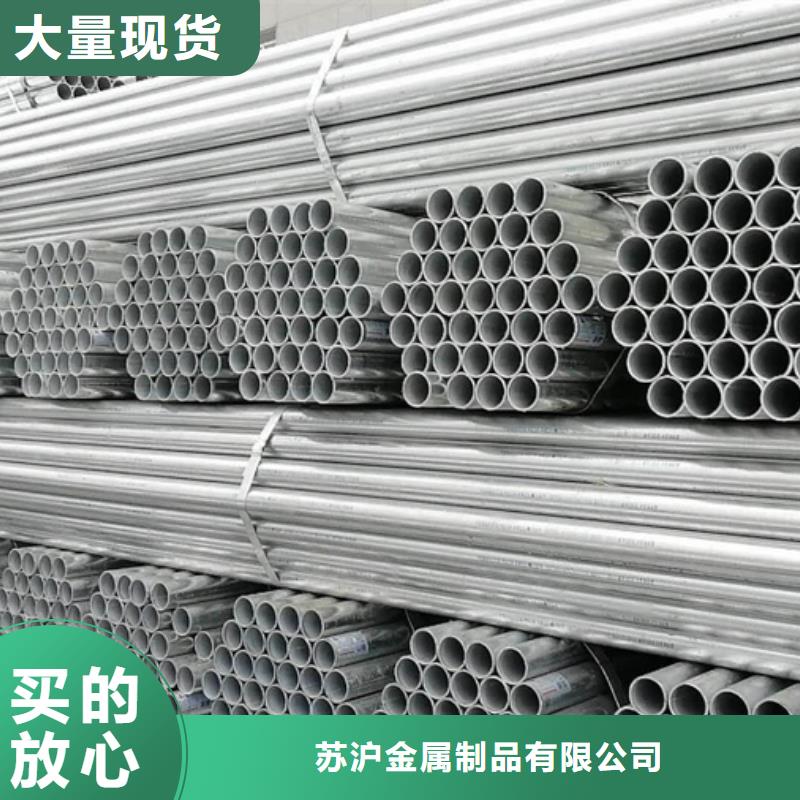
同样,这种类型的液压系统经常出现在来回速度相同但驱动力不大的区域,例如数控磨床控制台。 玉树镀锌管冷处理前,应在沸水中煮沸30秒,可降低15%左右的热应力。 冷处理可按传统方法进行。 选择负60度,然后在负120度进行制氢是基本方案。 固溶温度越低,精密镀锌方管越高,会导致残余马氏体转变为奥氏体,但不太可能完全改变,经过试验可以发现,大部分都是2左右的残余 %,那么此时必须保留残余马氏体,可以起到缓存作用。 据了解,的高品质主要体现在规格精度和表面光洁度的高低上。 即使经过调质处理,玉树镀锌方管表面也不会有空气氧化膜,冷拔也不会变形,因此可以进行更复杂的加工制造方案,这些都是的优点 管道。 在强大的外力作用下,的抗塑性变形和抗断裂工作能力得到了一定程度的提高。 的描述表明,过渡膜中抗腐蚀性较弱的部分由于自激反应会产生点腐蚀反应,产生的小孔会与靠近的地方形成强腐蚀性水溶液。加快蚀刻速度。


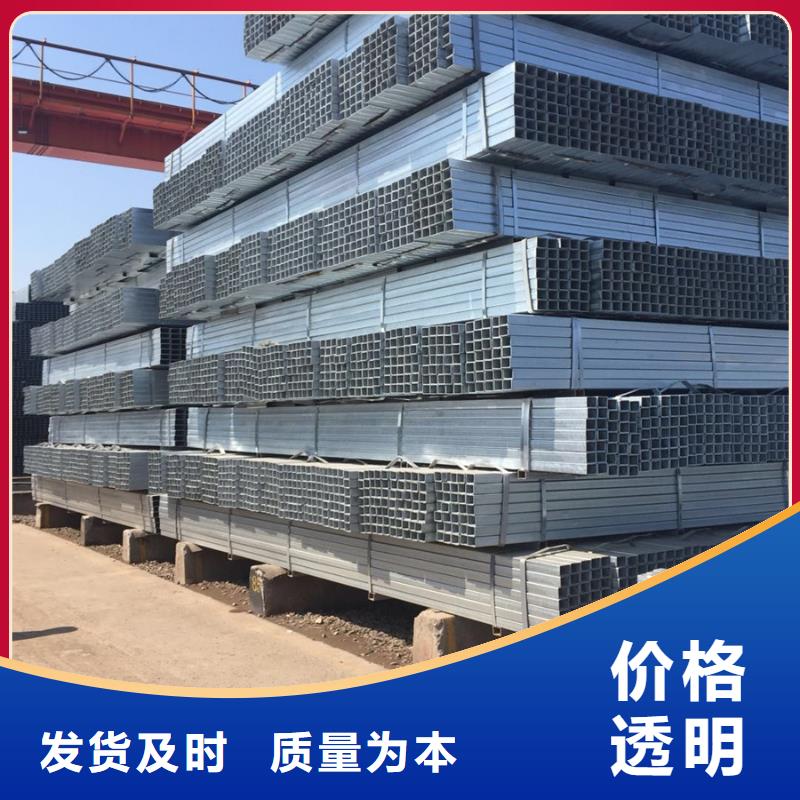
另一方面,玉树镀锌焊管生产过程的质量控制可以通过检测结果的信息反馈系统进行。 因此,开展无损检测是提高焊管质量和生产水平的重要技术措施。 为实现上述目标,各国都高度重视焊管生产新工艺、新技术的试验研究。 例如,美国近成功研究了一种新的方波焊接技术,可以生产直径为7-76毫米的焊管。 玉树镀锌管由于方波焊接不受电流峰值的影响,边缘受热均匀,焊接质量好。 用于生产薄壁和超薄壁焊管的滚压成型技术现已在许多 得到应用。 焊管已与冷拔、冷轧相结合,实现了连续生产,也取得了良好的效果。 美国还在406毫米直缝焊管机组中配备冷扩机,以提高成品管的强度,同时提高管段的形状和尺寸精度。
玉树镀锌方管应该是焊接应力过于集中的问题。玉树镀锌方管的材质淬火后很脆,焊接时局部高温,没有相应的保温措施,导致断裂。焊接:焊接,又称“熔接”或焊接、焊接,是将两种或多种材料加热、加压或一起使用,使两个工件之间产生原子结合的过程和连接方法。焊接在金属和非金属方面都有广泛的应用。二辊斜轧穿孔机广泛应用于一发镀锌钢坯穿孔。不仅普通的奥氏体镀锌钢板,而且难变形的双相不锈钢和镍基合金都可以在两辊斜轧穿孔机上生产。 如果使用双辊锥型辊穿孔机,玉树镀锌管可生产的钢种与毛细管的表层很短,如向内折叠和内部裂纹等内表层缺陷。另外,生产出来的毛壁厚度更薄,经过各种轧管机可以使壁厚变薄,从而减少冷拔道次,提高生产效率和成功率,显着提高经济效益。 热挤压工艺是国外热处理玉树镀锌方管的关键生产工艺。 与挤压成形和冷轧的生产方法相比,镀锌方管挤压成形法的特点是金属材料在整个变形过程中受到三维压缩应力。 对于抗变形能力高、热固性差的塑料的不锈钢管,可以获得良好的内外工艺性能和合金成分。 由于柱式液压机破孔技术的改进,挤压后的荒壁厚度精度可达到5%~7%。
