您的位置>首页 >云南本地行业News >
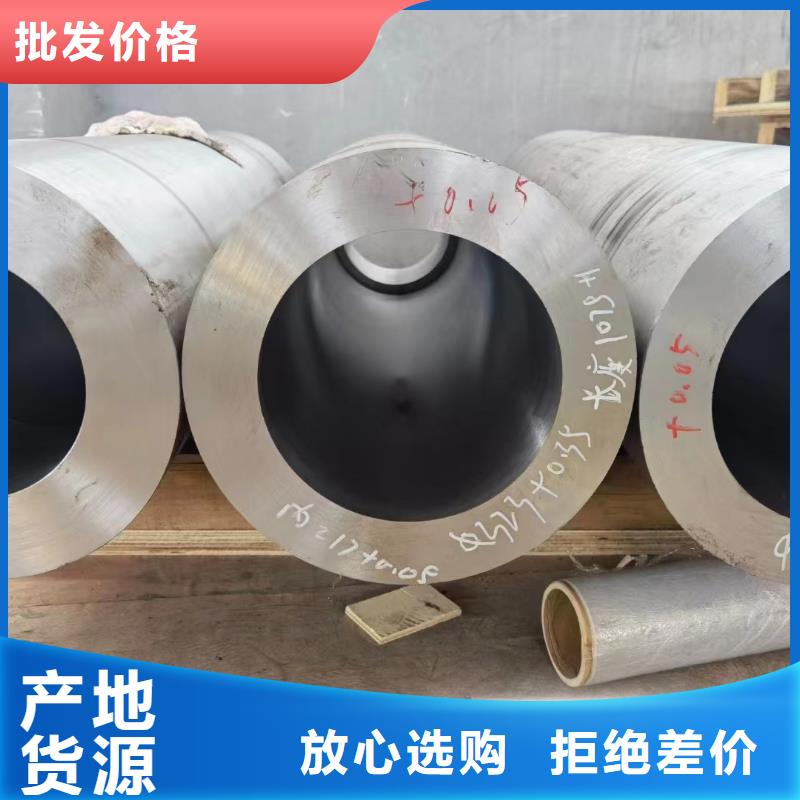
40Cr无缝钢管机械加工项目
更新时间: 2024-12-23 00:22:40 浏览次数:4
以下是:40Cr无缝钢管机械加工项目的产品参数
| 产品参数 |
|---|
| 产品价格 | 5600/吨 |
|---|
| 发货期限 | 三天 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 物流 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 12cr1mov 15crmo 20cr 40cr 42crmo 35crmo |
|---|
| 产品品牌 | 浩铭 |
|---|
| 产品规格 | 规格全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 加工 |
|---|
| 产品型号 | 型号全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 质量好 |
|---|
| 产品颜色 | 碳钢色 |
|---|
| 质保时间 | 长期 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 电厂 核电 高压锅炉 机加工 |
|---|
| 是否进口 | 是 |
|---|
| 质量认证 | 认证 |
|---|
| 产品功率 | 功率大 |
|---|
| 工作温度 | 550℃ |
|---|
以下是:40Cr无缝钢管机械加工项目的图文视频
导读 40Cr无缝钢管机械加工项目,浩铭物资有限公司为您提供40Cr无缝钢管机械加工项目的资讯,联系人:李经理,电话:15506514555、15506514555,QQ:2809670082,发货地:聊城开发区辽河路东首兴隆市场发货到云南省 昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市。 云南省 云南省,简称“云”或“滇”,中国23个省之一,位于西南地区,省会昆明。介于北纬21°8′~29°15′,东经97°31′~106°11′之间,东部与贵州、广西为邻,北部与四川相连,西北部紧依西藏,西部与缅甸接壤,南部和老挝、越南毗邻,云南省总面积39.41万平方千米,居全国第8位。云南省是全国边境线长的省份之一,有8个州(市)的25个边境县分别与缅甸、老挝和越南交界。
云南65mn合金钢管由于65Mn钢碳含量较高因此加热过程中应严格控制加热炉各段在炉时间和温度,避免产生过大的热应力;同时加热炉控制采用弱还原性气氛,适当降低加热温度,减少钢坯在炉时间,可以有效地控制脱碳层厚度,保证钢带终的组织和性能。65mn合金钢管的加热温度控制在1 200 ~ 1 280℃、加热时间控制在2.5~3.5 h。65mn合金钢管轧制过程中根据不同的原料规格和轧机负荷开轧温度、终轧温度、卷取温度分别控制为1 100 ~1 150,850 ~ 950,650 ~ 750 ℃,根据成品规格调整轧制速度,稳定生产节奏。65Mn合金钢管连铸中间包钢水温度平均控制在1 488 ℃,65Mn钢液相线温度为1 470 ℃,过热度为18 ℃,符合钢水过热度控制在15 ~ 30 c的目标要求,对改善板坯质量和避免开裂有较大的作用。






总结 今年在云南省购买40Cr无缝钢管机械加工项目有了新选择,浩铭物资有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的40Cr无缝钢管机械加工项目产品。如需购买或咨询,请随时联系我们,联系人:李经理-15506514555,QQ:2809670082,地址:开发区辽河路东首兴隆市场。