

<运城>鹏鑫钢铁
 运城大口径焊管全国发货
运城大口径焊管全国发货
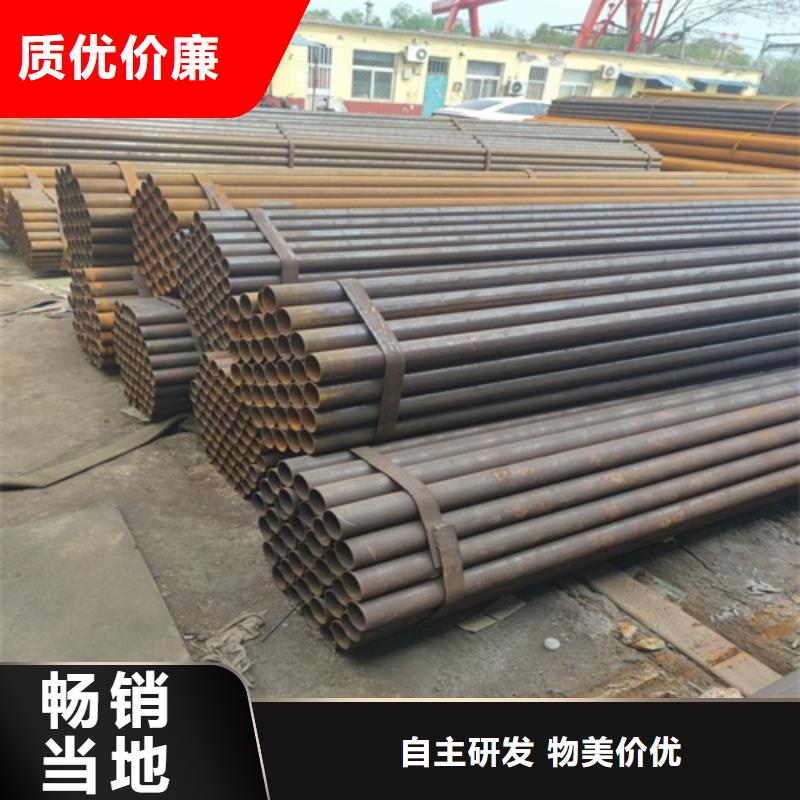
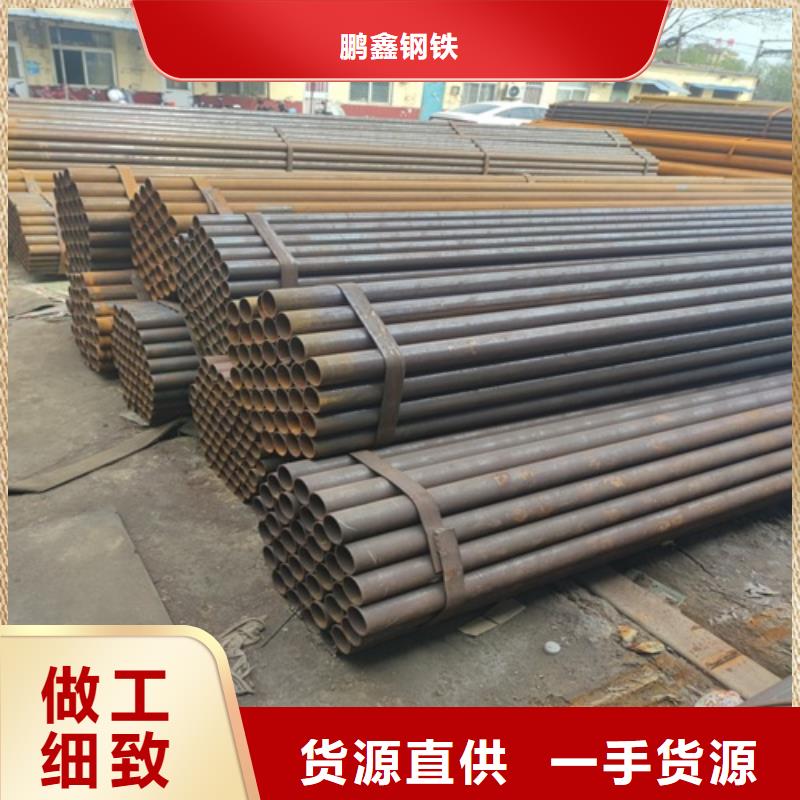
Q235B焊管生产工艺简单,生产效率高,品种多样性,设备投资少,但强度一般低于无缝钢管。20世纪以来,伴随着优质带钢连轧生产的迅速发展以及焊接和检验技术的不断提高,焊缝质量不断优化,Q235B焊管的种类日益上升,并在越来越多的领域发挥着不可替代得作用。 Q235B焊管的生产流程比较简单,生产效率高,成本低,发展比较迅猛。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。



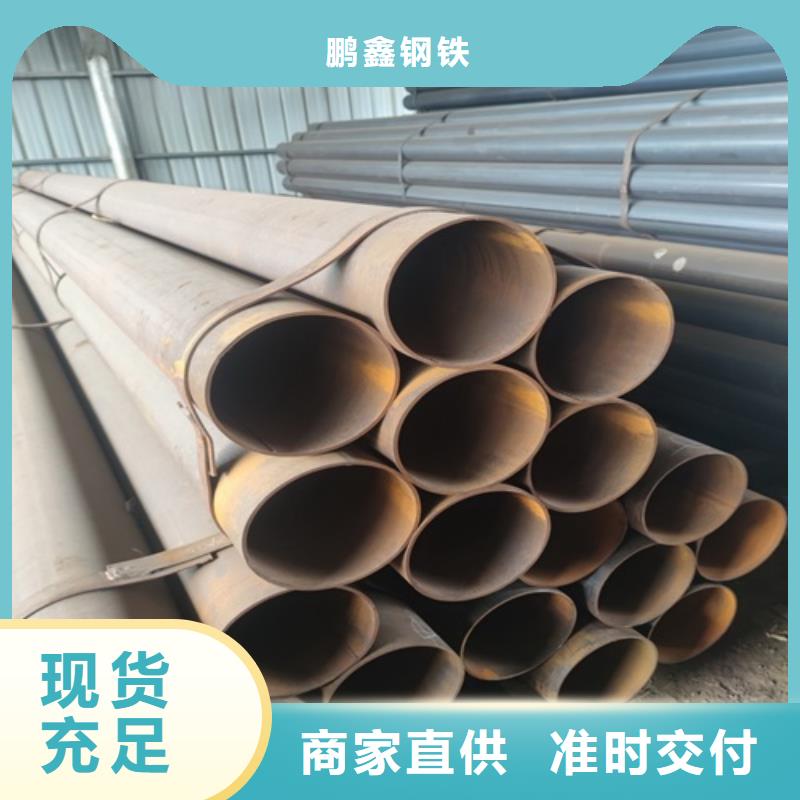
焊管工艺 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 直缝焊管检验方法 直缝焊管质量检验方法有很多种,其中物理方法也是常用的检验方法,物理检验就是利用一些物理现象进行测定或检验的方法。一般都是采用无损探伤的方法。当前的无损探伤有磁力探伤、超声波探伤、射线探伤、渗透探伤等。 直缝焊管淬火 直缝焊管表面淬火回火热处理通常用感应加热或火焰加热的方式进行。主要技术参数是表面硬度、局部硬度和有效硬化层深度。硬度检测可采用维氏硬度计,也可采用洛氏或表面洛氏硬度计。试验力(标尺)的选择与有效硬化层深度和直缝焊管表面硬度有关。


