



航萧管件
岳阳拉弯加工期待您的垂询
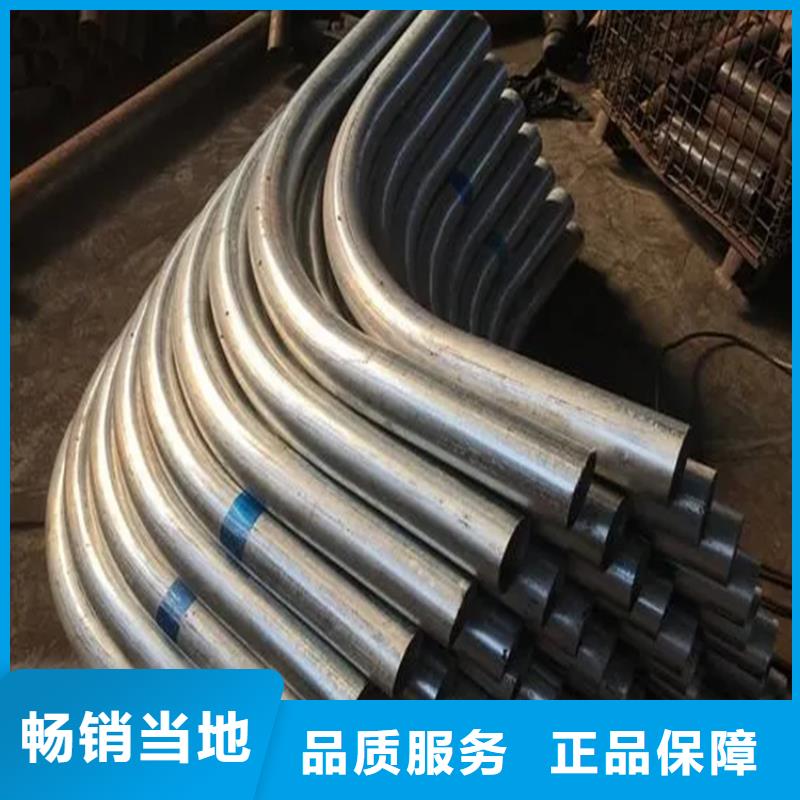
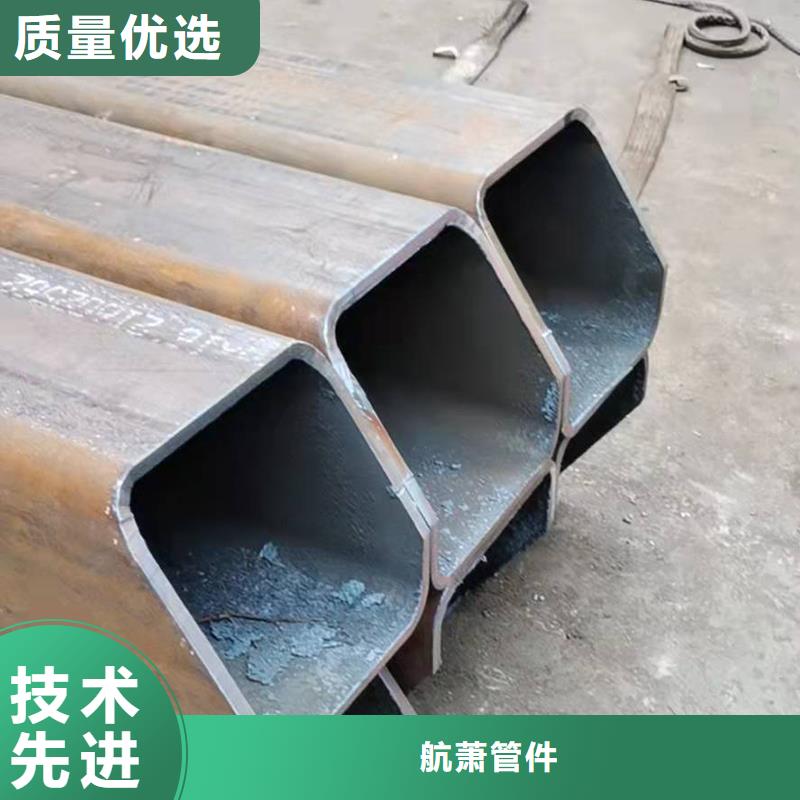
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 弯管机芯棒的作用以及使用说明
当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。
所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。
小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。
弯管机芯棒的作用以及使用说明
当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。
所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。
小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。

 弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
您的位置>首页 >岳阳本地行业频道 >