



联系我们

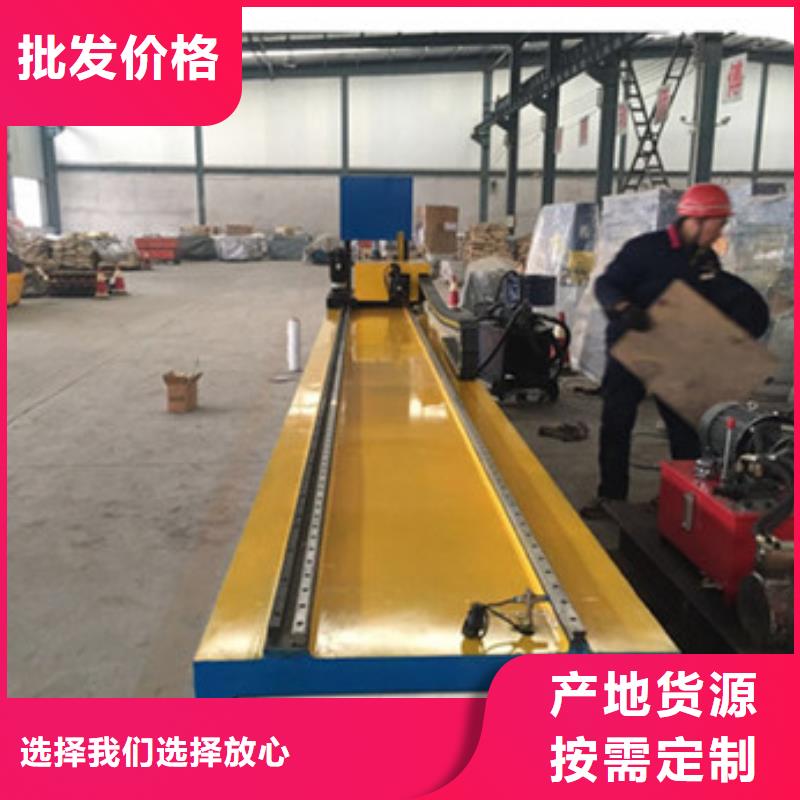
隧道工字钢拱架的加工程序-来电咨询
更新时间:2024-12-28 18:21:04 浏览次数:7 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 物流 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 型号 | DGJ-50 |
| 产地 | 河南许昌 |
| 加工能力 | 32-50管子 |
| 重量 | 1300Kg |
| 品牌 | 河南建贸 |
| 品名 | 小导管尖头成型机 |



主动轮半径 r
顶轮行程 S
主动轮中心距 A
弯曲外圆半径 R
使用操作简易说明
1、 使用操作注意事项:
(1)在实用前应先按照新产品所提示内容操作如下工作:
a.在减速机内加入40号机械油至标准。
b.泵站油箱内加入46号抗磨液压油。
c.用手转动个运转部件是否灵活。
电源电路和电压一但电路出现异常会对冲孔机设备造成不同程度的损害。液压小导管成型机具有可同时弯管、冲孔的功能,免于二次加工,一次成型,操作方便,效率高,同时液压小导管成型机可以通过更换夹具,快速切换成双层模三维数控弯管机。
人们关于液压小导管成型机也就愈发重视,专业的液压小导管成型机不只具备着普通激光冲孔所不具有的独特优势,其使用寿命也优于基本数控冲孔机,这都要得益于工作人员对其的用心保养,那么究竟保养液压小导管成型机的措施都有哪些?保养液压小导管成型机的3大措施。液压小导管成型机送料机构包括旋转电机及穿过旋转电机电机轴的弯管芯,弯管芯的尾端与尾座固连,弯管芯的头部延伸至 移动部件处,弯管芯的头部内安装有冲孔组件,

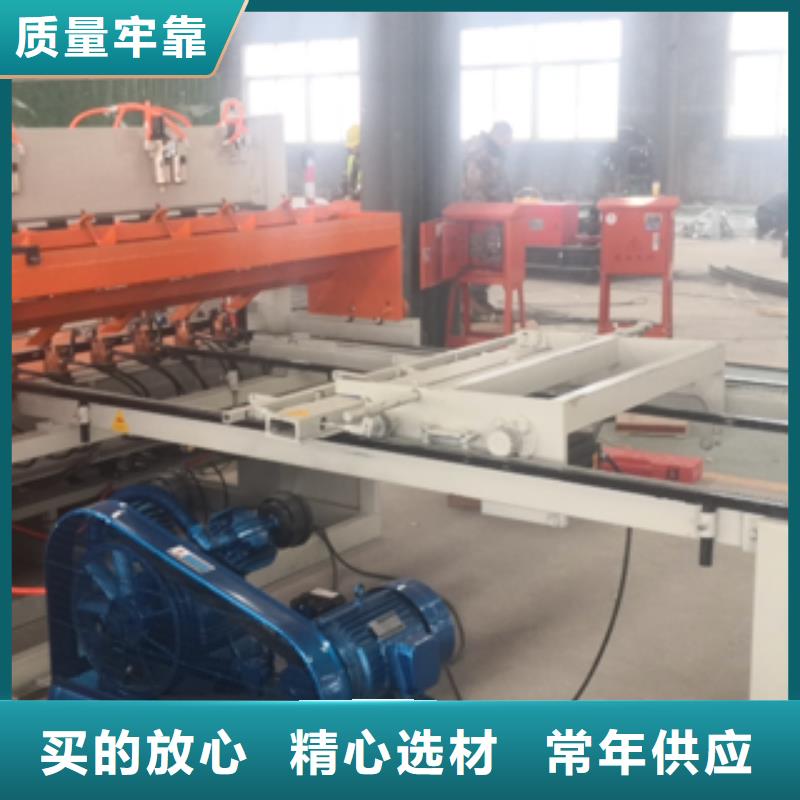
数控工字钢弯拱机新增三大特点:
1,控制方面:数控弯拱机有PLC程序控制器控制,全液压系统自动读数器可手动控制也可数控控制。
2,操作方面:无限进料,可进可退,油缸进度尺寸自动定位无需人工测量,弯曲尺寸自动读数
3,方面:双重自动关机系统,到达指定尺寸自动关机,红外线刹车系统,无料时自动关机。
工字钢拱架安装注意事项:
①加强对钢架的锁脚固定措施由于采用分部开挖方法,拱部钢架安装后,钢架暂时不能全断面封闭成环,同时该段地质为泥岩夹砂岩强风化带,因此,拱部钢架必须采取锁脚措施,将钢架两底脚牢固锁定,以防止钢架下沉或两底脚回收,钢架锁脚采用4根L=4.0m的Φ22锁脚锚杆锁定,压注砂浆进行锚固。

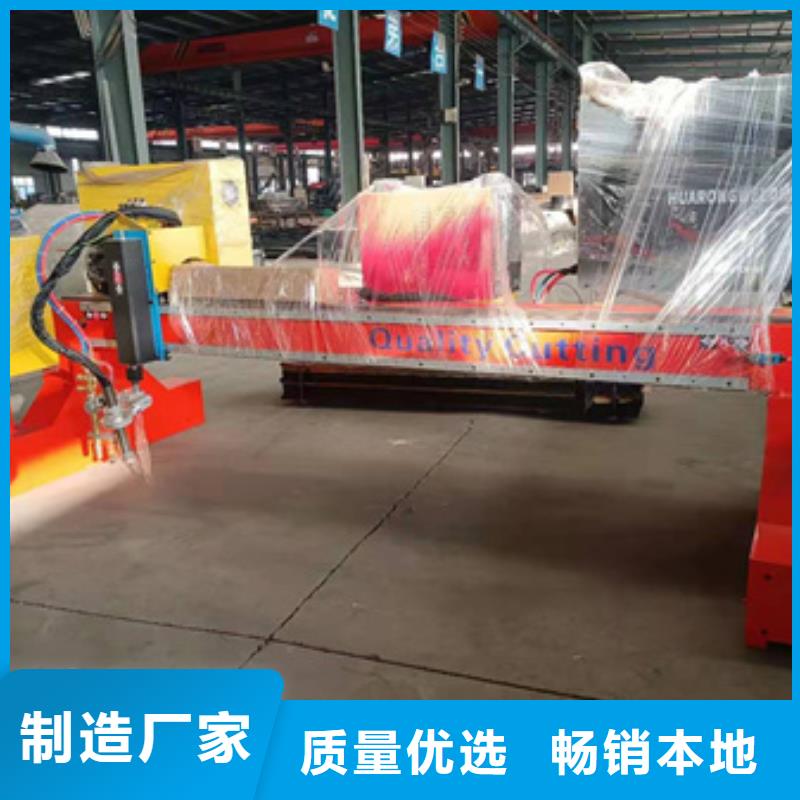
工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机

甘肃天水小导管尖头机注意事项:
1.正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,延长设备使用寿命,保障生产的必要条件,因此设备的操作者及维修人员必须了解设备的结构、性能、维护保养方法和操作规程。
2.在油箱没有注入油前切勿启动电机。使用前首先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油必须经过严格的过滤方可注入油箱,油箱在装油前必须清洗好,一般使用46号抗磨液压油
3.本设备是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净,次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
本设备是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净, 次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
经常检查设备需润滑处是否有堵塞现象。
每班工作结束后,请用收回油缸。
若长期不使用设备,则要在滑动处面上涂上防锈油。
试机
为保证工作顺利,在开始工作前二定要把机器调试好。
检查电源是否正常。
检查电机油泵组是否正转。
将压力表开关打开,溢流阀调压手轮松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。