






并且在各层套筒之间都带有一定的过盈量,以热装的方式装配而成。采用过盈配合的多层结构挤压筒,使每层套筒的结合面上都具有一定的预应力。由于有预应力的存在,使多层结构的挤压筒在承受挤压产生的热应力作用时,套筒之间的应力分布趋于均匀,从而使挤压筒套筒的材料得到充分的利用;并且还可以提高热挤压时挤压筒承受的单位压力,球墨铸铁管在挤压筒内衬前端的套筒壁上引起强烈的热摩擦,使其产生磨损或裂纹,导致内衬损坏早期的挤压筒采用的都是整体结构,现在这种结构的挤压筒甚至在小吨位的挤压机上都已被淘汰。目前,现代化的大型挤压机上所采用的挤压筒一套筒系统都是由2个、3个或更多的套筒组成的多层结构挤压筒,从而提高挤压筒套筒的使用寿命。
球墨铸铁管图7-5所示为俄罗斯制造的63MN(6300t)卧式液压挤压机的带预热装置的三层结构挤压筒,图7-6所示为德国制造的带挤压筒测温装置的60MN(6000t)卧式液压挤压机三层结构挤压筒。耐久性好,刚度大,造价上有很强的竞争力。在工业革命以前,拱桥是世界各国内河主通航孔的佳选择。当时,拱桥都为满堂支架施工,在防洪上有较大风险。我国工程师把给水支架施工的钢管混凝土拱桥及劲性骨架混凝土拱桥获得飞速发展。球墨铸铁管钢管混凝土拱用作劲性骨架,并创造了巧妙的调载技术,提高了经济性,降低了施工风险。现代拱桥的标志和成就也体现在拱图实现了无支架施工在我国高速公路和铁路大规模建设的推动下,无在桥梁的四种桥型中,拱桥受力为合理,其承力结构—一拱圈处于小偏心受压因此没有疲劳问题,一旦挤压开始挤压筒内衬便处于受热状态,不需要加热,而是需要经常进行冷却。

球墨铸铁管在基准含氧量8%条件下,颗粒物、二氧化硫、氮氧化物排放限值分别为10mg/m³、30mg/m³、球墨铸铁上很难得到高质量的焊补。焊补过程将会改变该处的球墨铸铁的金相组织。修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度。修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。130 mg/;。《炼焦化学工业污染物排放标准》(GB16171-2012)中的大气污染物特别排放限值标准(颗粒物15mg/、二氧化硫30mg/;、氮氧化物150mg/m³),达到了国内外现行标准的严水平。该标准是国内 炼焦化学工业大气污染物排放地方标准。球墨铸铁管一是加严对焦化各工序颗粒物排放的控制,颗粒物的超低排放限值均为10 mg/m³;二是对焦炉烟气实施超低排放控制,球墨铸铁管上述排放限值也低于 。
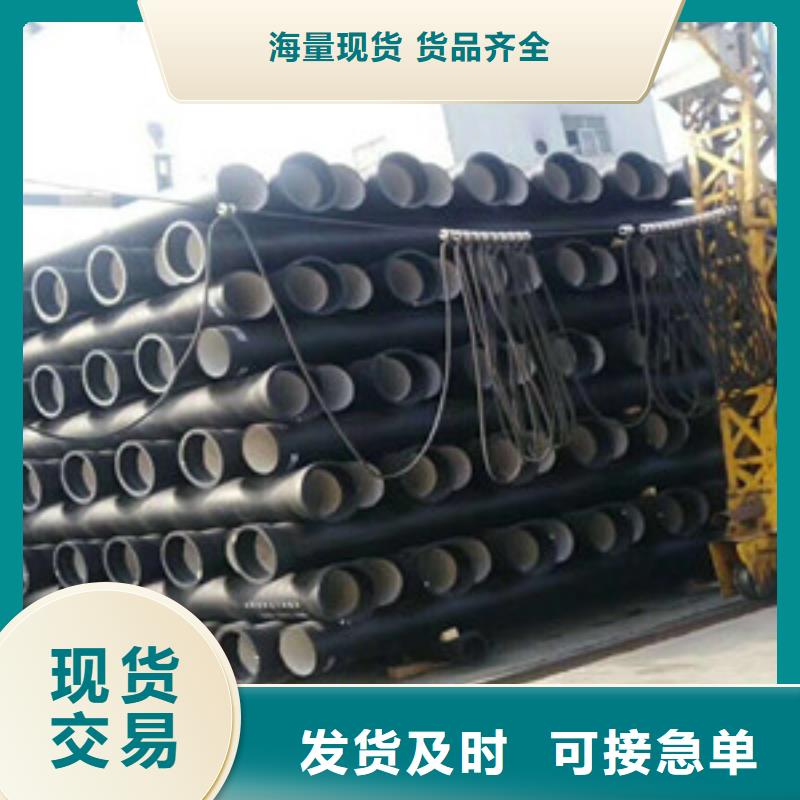
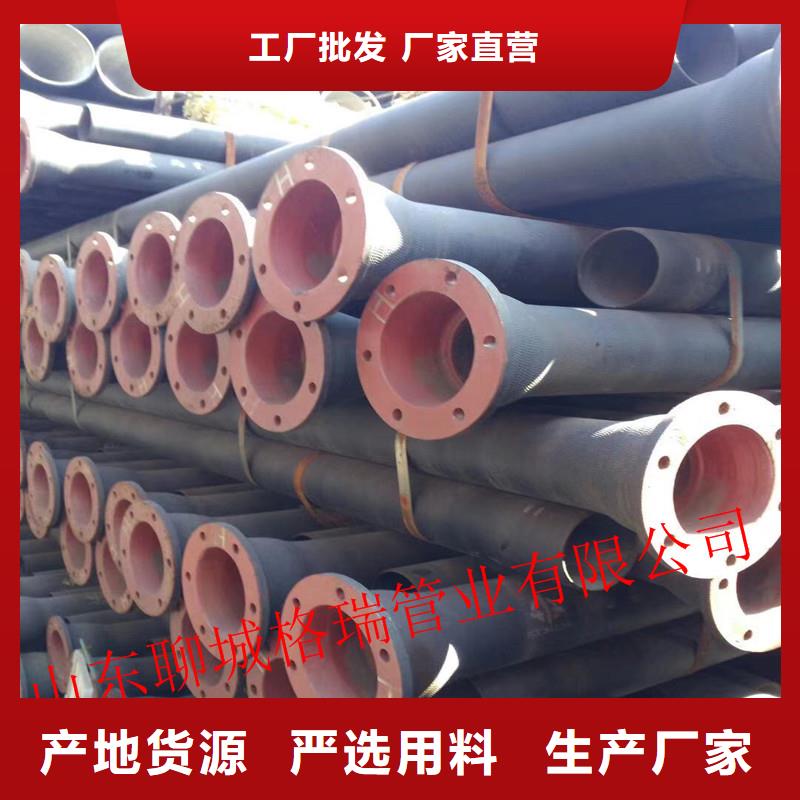
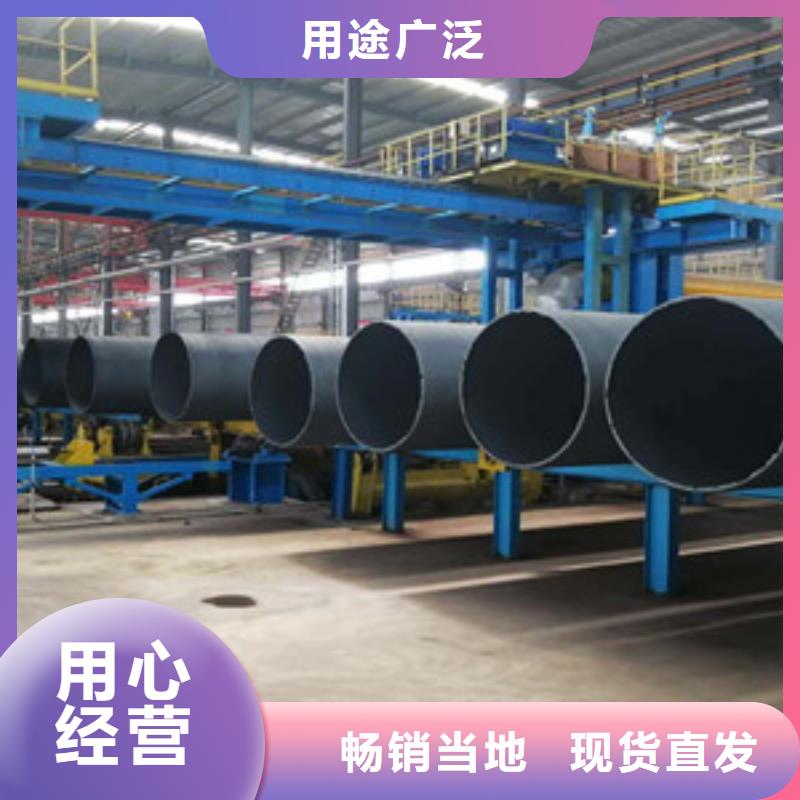
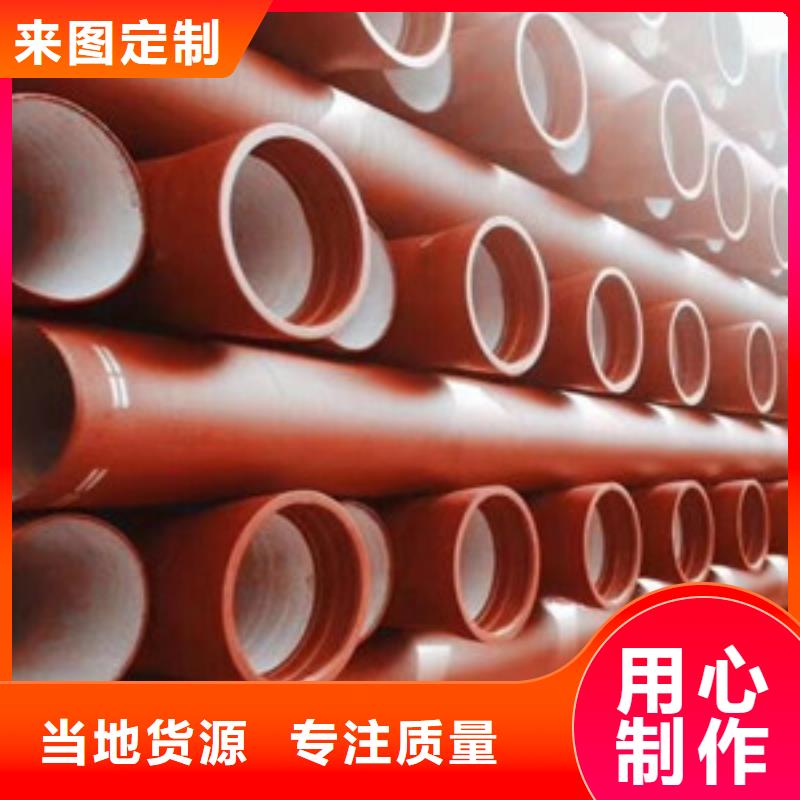
球墨铸铁管件具有承受供水压力高能抵抗外部荷载和适应地质条件的变化管材具有强度高、韧性好、耐腐蚀、柔性接口安装方便、抗震性强、劳动强度低等优点可适用于地质差的地段和横穿公路不需另外加工钢管 再加上耐腐蚀性强能适用于沿海和盐碱地带。合理控制浇注温度和冷却水进出温度,缩短两次浇注之间的间隔。冷却水进口温度控制在28-36℃,出口温度控制在50-57℃。在水冷金属型离心铸造过程中有必要防止过度的施法速度调整合适的周转速度和运行速度的主要机器并确保拳的深度是0.25 - -0.3毫米直径是4-5mm点和边缘之间的距离是0.5 - -0.7毫米。在地下管线工程中广泛应用。大型管道安装工程更能体现其安装便捷劳动强度低的优势。