




怎样对弯管加工方法进行更好的完善目前弯管机的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。许多使用过弯管机设备的用户,对弯管机和液压性能有一定的了解,在弯管机的一些操作中,需要添加压缩阀来控制弯管机上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯管机设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯管机在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯管机和液压弯管机,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。
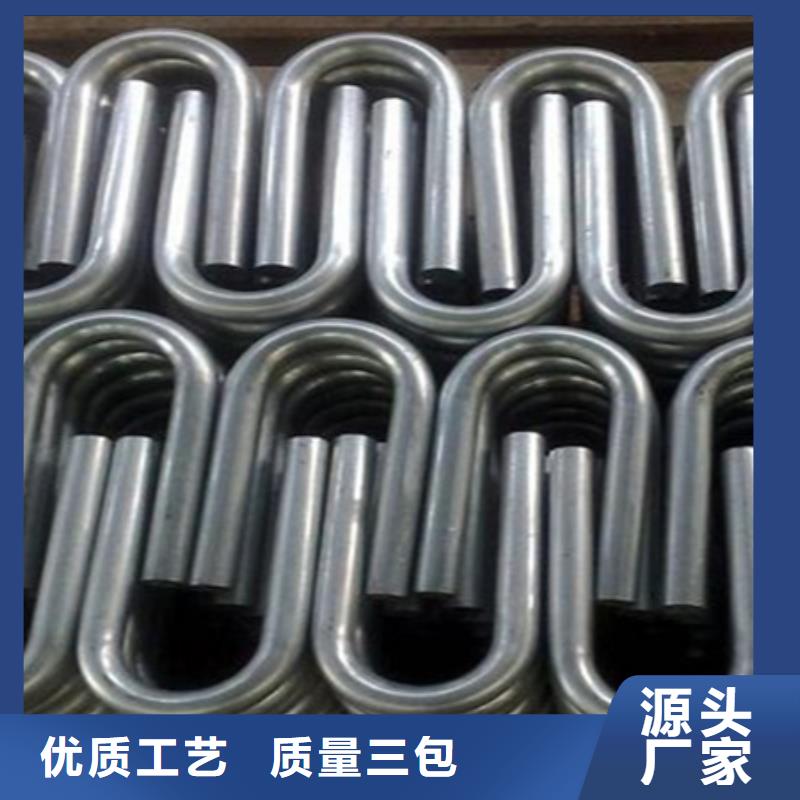
弯管在再加工的过程当中其材料两侧受此抗拉力效果,其里侧受力中性轴地址的位置是与弯管方式不一样,其顶弯体验式教学时其中性轴会处在离表面约1/3处,在旋弯工作时,其中性轴处在离表面的2/3处。在弯管制造过程中,弯管的精度会直接影响到弯管的质量。在弯管制造过程中,除了常规尺寸规定保持在一定的公共服务业务规模外,客户在使用过程中必须根据卷管选择相应的弯管。
弯管生产加工材料的自身可坎坷性能和表层的浸蚀情况,在必然层面上很有可能会直接影响弯管的品质,在现场作业的过程当中,其作业者应当了解其被生产加工管路材料,生产加工功能以及商品表面腐蚀情况做出其分辨。
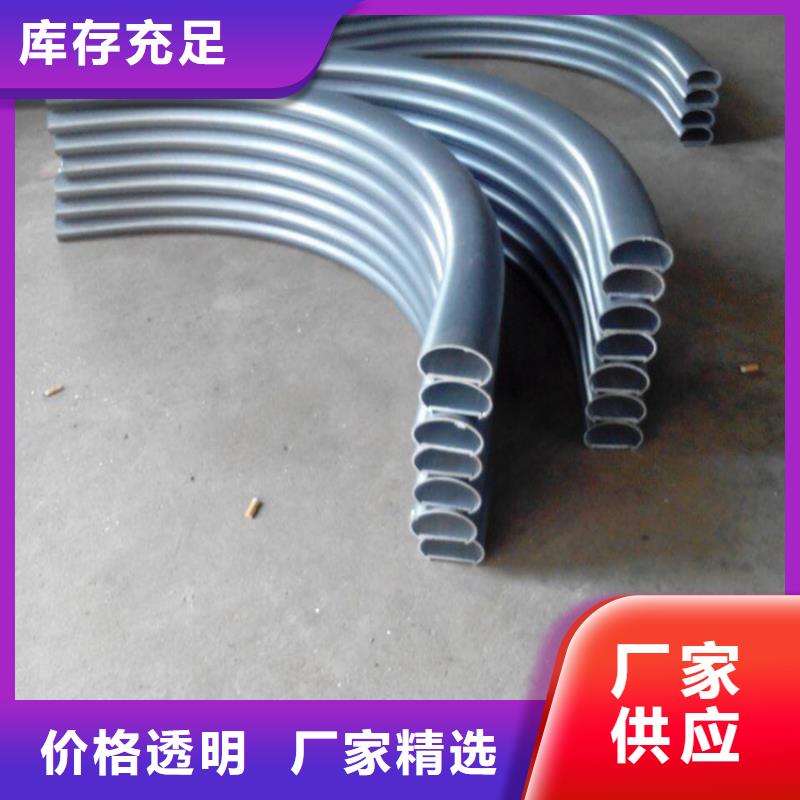
弯管的相对厚度对弯管的质量有害。在使用过程中,根据其管道加工和生产检验标准是有价值的。冷拉钢管为中低压4D。、高电压是5D,所以我们的弯胎设计成R=4D,独特的情况是另一种。
公司在传统式弯管生产工艺流程中,为了能够获得更好的弯管表层的品质,一般状况下会采取许多的方式,其有价值的包括了采用其更为前沿的gaoji弯管机、应用抗压强度相对较高的磨具、采用光洁油等方式。
弯管制造采用其强度强的磨具或其谷歌弯管机,因此公司的投资通常需要相对较大的资本投资,只需使用其光滑的弯管产品或相对便宜,平均速度更快,可以满足产品质量的要求。
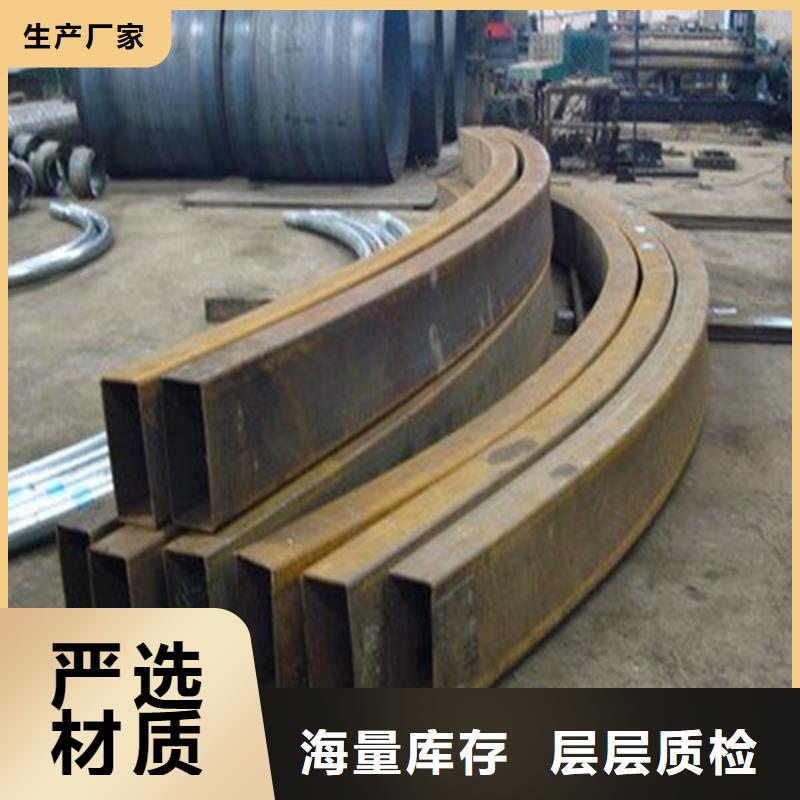
伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。
弯管加工十分普遍,不一样的制造行业拥有不一样的主要用途,很多人都了解弯头,但是对弯管加工的主要用途通常掌握不好,因此,对其一些普遍主要用途开展详解。一些管路中会采用各种各样弯头,例如船舶管路、小汽车输油管等管道。
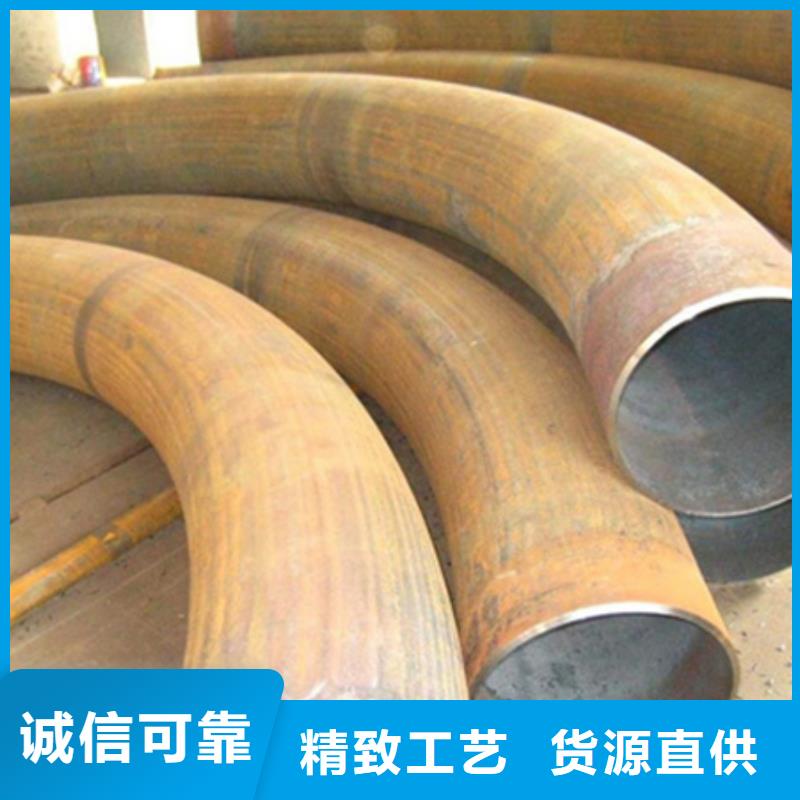
而弧形弯头较为于其他类型的弯头而言也是有大量优点,,各种各样原材料在弧形弯头处主题活动比较稳定,对壁厚撞击力小而且较为匀称,此外,弧形弯头自身应力小,强劲高,抗撞击力大。
当代钢木家具的凸起,办公座椅、躺椅、行李车、加入购物车、婴儿车、写字桌等,两根金属材料管件组成几个光亮的线,好用、便捷、性且靠谱。卫浴洁具行业也是弯管加工的关键应用范畴,自来水龙头、毛巾杆、S型附头。
