

联系我们

当前位置:
武汉 华宇诚数控科技有限公司 >
雅安当地产品新闻
数控等离子切割机大幅面光纤激光切割机一站式采购商家
更新时间:2024-12-27 12:11:51 浏览次数:42 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机大幅面光纤激光切割机一站式采购商家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机大幅面光纤激光切割机一站式采购商家的图文视频



数控等离子切割机大幅面光纤激光切割机一站式采购商家,华宇诚数控科技有限公司专业从事数控等离子切割机大幅面光纤激光切割机一站式采购商家,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到四川省 雅安市 雨城区、名山区、荥经县、汉源县、石棉县、天全县、芦山县、宝兴县,以下是数控等离子切割机大幅面光纤激光切割机一站式采购商家的详细页面。 四川省,雅安市 民国二十四年(1935年),治设雅安县。雅安市位于川藏、川滇公路交会处,距成都120千米,是四川盆地与青藏高原的结合过渡地带、汉文化与民族文化结合过渡地带、现代中心城市与原始自然生态区的结合过渡地带,是古南方丝绸之路的门户和必经之路,曾为西康省省会。它是四川省历史文化名城和新兴的旅游城,素有“雨城”“川西咽喉”“西藏门户”“民族走廊”“天府之肺”“熊猫故乡”之称,境内蒙顶山是世界茶文化发源地、世界茶文明发祥地、世界茶文化圣山。
数控等离子切割机大幅面光纤激光切割机一站式采购商家产品视频展示,生动直观,助您了解产品优势,为购买决策增添信心。
以下是:数控等离子切割机大幅面光纤激光切割机一站式采购商家的图文介绍

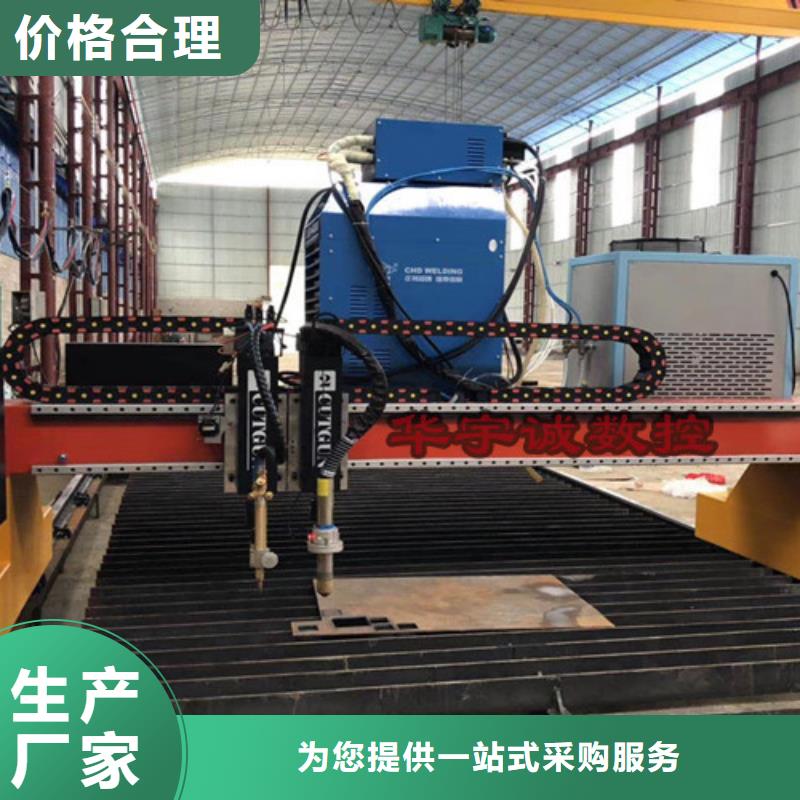
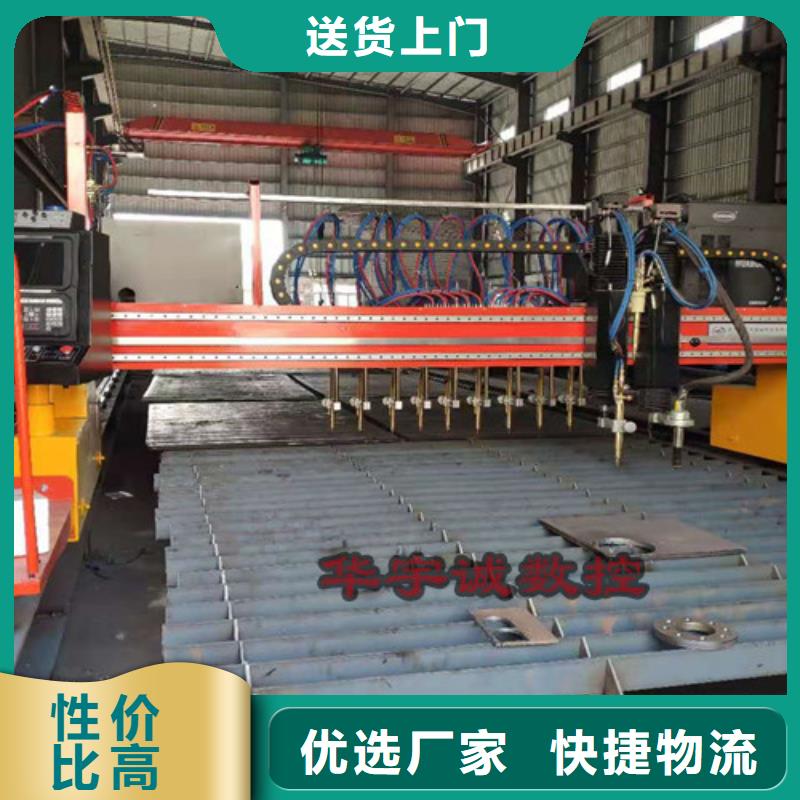
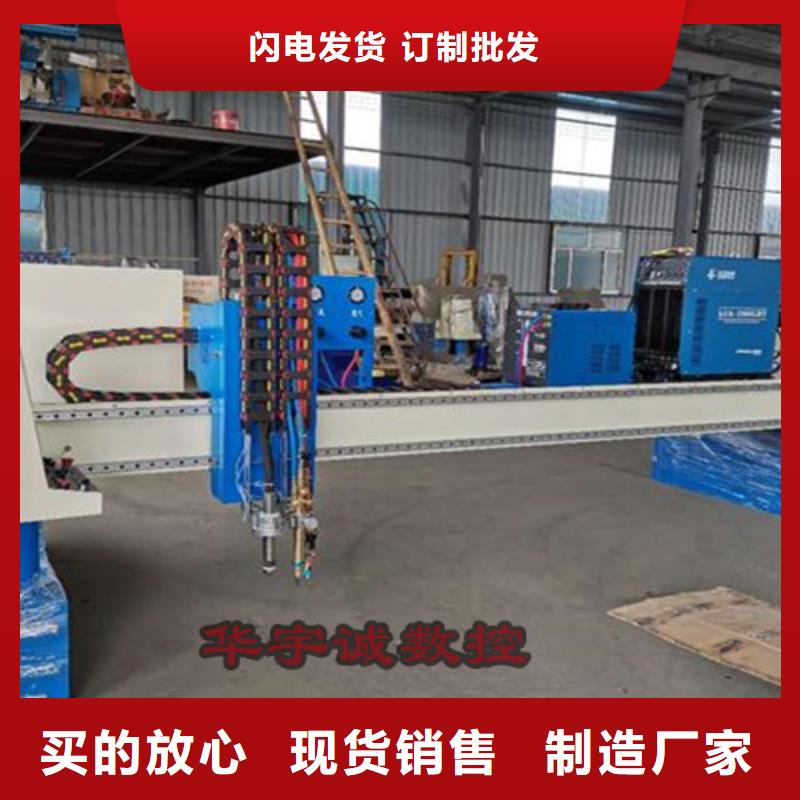
雅安金属激光切割机
华宇诚数控科技有限公司


雅安金属激光切割机的详细介绍
商家专业可靠

经过三年的努力与发展,已具备一定的规模与实力,现华宇诚数控科技有限公司拥有一支精湛的技术团队和完善的生产团队,为您提供从 四川雅安金属激光切割机研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 四川雅安金属激光切割机产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。



哪些因素影响数控等离子切割质量?一、数控等离子切割机工作气体 数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割仅为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和辅助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去除切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深度变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。 1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。 2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。 3.氢气通常是作为辅助气体与其它气体混和作用,如的气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力强的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。 4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能量,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。 5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。 二、数控等离子切割机加工速度 除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现: 1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。 2.切割速度过快使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。 3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。 4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。 三、数控等离子切割机切割电流 数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。 1.切割电流增大,电弧能量增加,切割能力提高,切割速度是随之增大; 2.切割电流增大,电弧直径增加,电弧变粗使得切口变宽; 3.切割电流过大使得喷嘴热负荷增大,喷嘴过早地损伤,切割质量自然也下降,甚至无法进行正常割。 在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!嘉倍德科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。 四、数控等离子切割机喷嘴高度 数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压增大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的能量增多。 在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割能量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。 五、数控等离子切割机电弧功率 数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度增大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效能量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的能量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。 在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3度;~4度;增加到15度;~25度;。 一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧能量的释放多于下部。这个能量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。




华宇诚数控科技有限公司
华宇诚数控科技有限公司经销批发的 四川雅安金属激光切割机等畅销消费者市场,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格,良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑。

今年在四川省雅安市购买数控等离子切割机大幅面光纤激光切割机一站式采购商家有了新选择,华宇诚数控科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控等离子切割机大幅面光纤激光切割机一站式采购商家产品。如需购买或咨询,请随时联系我们,联系人:-18986290037,QQ:1051088151,地址:江夏区庙山工业园特1号。