

联系我们

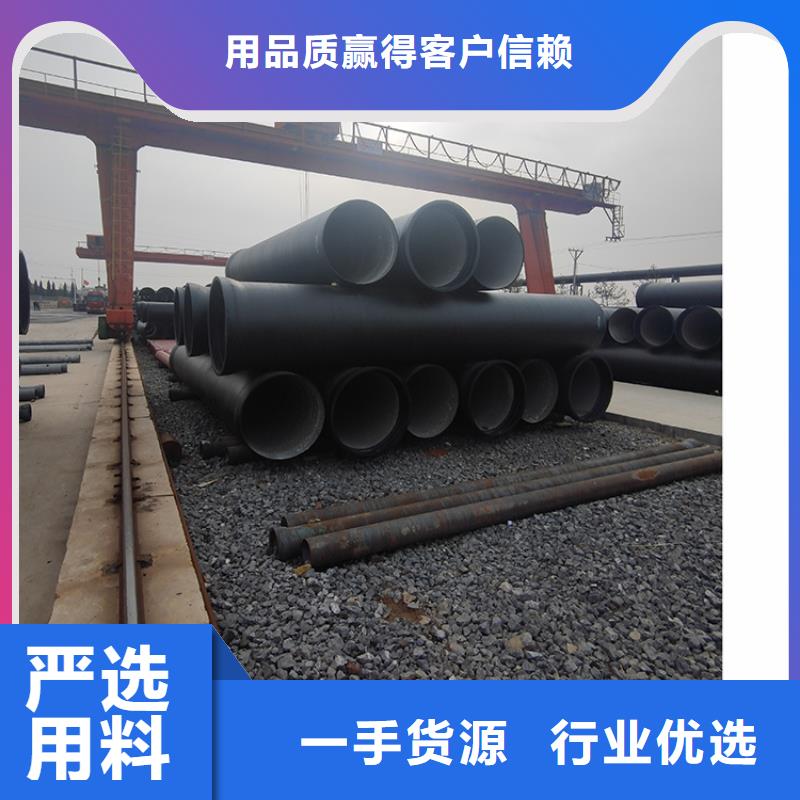
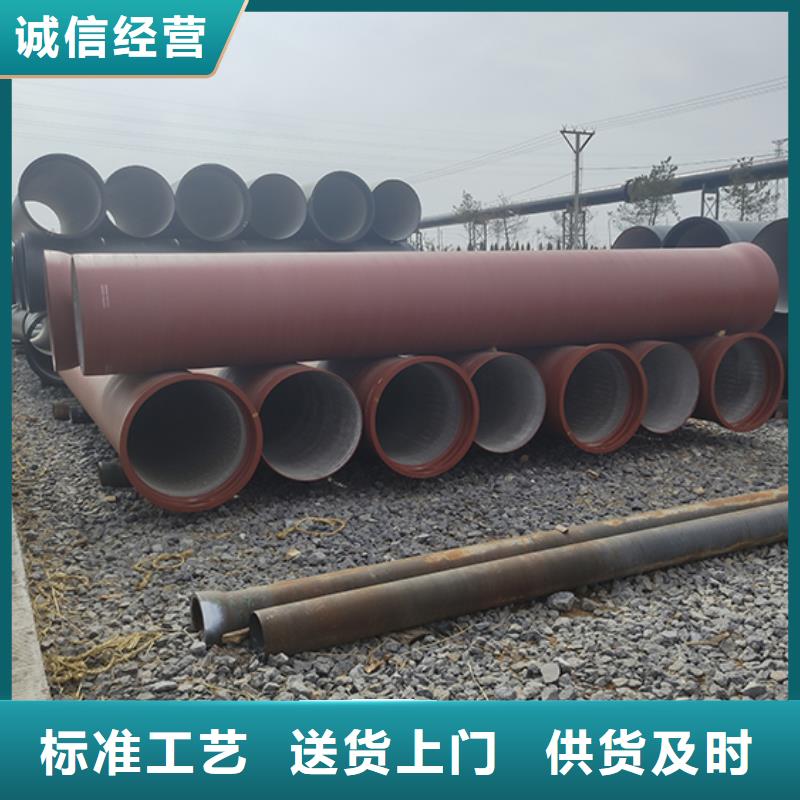
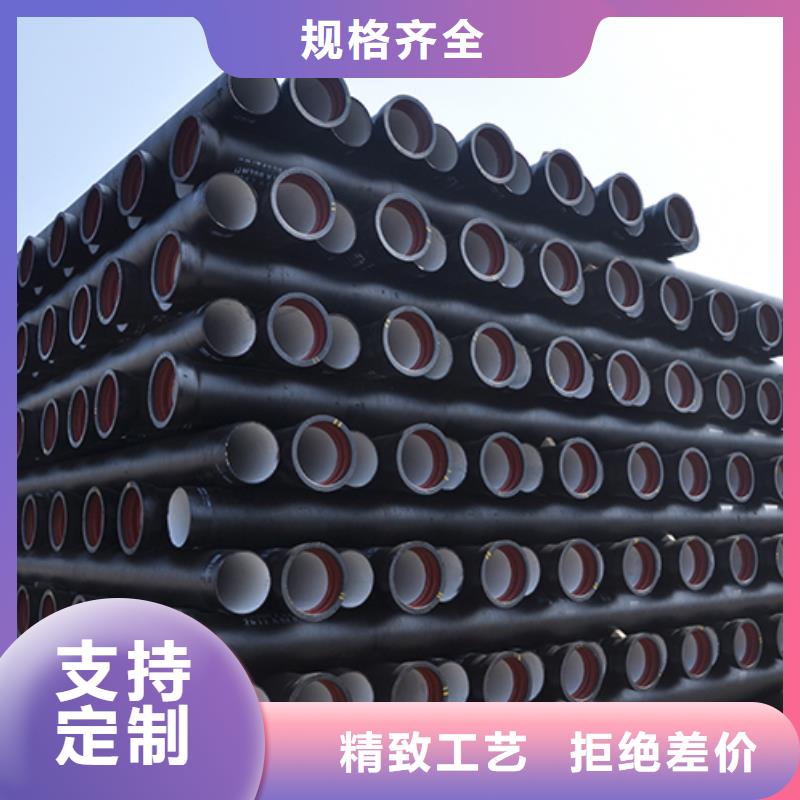
双承大小头出厂价格
更新时间:2024-12-26 10:33:14 浏览次数:6 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
| 产品规格 | DN80-DN1400 |









因此,在日常生产和应用中,应如何提高球墨铸铁管的防腐功能?在这个问题上,要想从根本上,就必须了解管道本身的结构。根据抽样调查的球墨铸铁管在中国十几个典型的城市中国乡镇供水管网的静态泄漏率达到12~13%远远超过标准的城市泄漏率控制在6%以下的。所以,球墨铸铁管道的防腐一直是一个需要处理的大问题。目前,为了提高球墨铸铁管的防腐性能,在球墨铸铁管锌层外防腐非常重要,能有效减少腐蚀。到目前为止,锌和沥青的外部防腐应该是球墨铸铁管本的保护材料。对于腐蚀性较强的区域的管道敷设,可在基础保护层的基础上进行特殊维护,增加聚乙烯膜涂层、聚亚安酯涂层或聚乙烯涂层。球墨铸铁是由离心式球墨铸铁机快速挤压铸造而成的管件,通常被称为球墨铸铁管、球墨铸铁管和球墨铸铁管,称为球墨铸铁管。
球墨铸铁管是指材质为球墨铸铁。二、柔性铸铁管用处不同柔性铸铁管用于建筑物地下,或许高层排水的一种排水管材。球墨铸铁管用于城市,小区,市政,消防,污水管道的一种供水、排水管材。三、接口方法不同柔性铸铁管接口方法有3种,A型,B 型,W型,有法兰接口,有不锈钢卡箍接口。球墨铸铁管接口方法常见为T型承插接口。四、装置方法不同柔性铸铁管装置于室内,或许建筑物地下,采用人工装置方法即可。球墨铸铁管通常需要机械合作装置。五、标准不同柔性铸铁管标准:GB/T 12772 – 2008 ISO6594 - 2008球墨铸铁管标准:GB/T 13295 – 2008 ISO2531 - 2008六、承压能力不同柔性铸铁管接受压力为:0.4Mpa球墨铸铁管接受压力为:1.0Mpa七、口径不同 单位(mm)柔性铸铁管口径:50,75,100,150,200,250,300 口径300球墨铸铁管口径:80,100,200,250,300,400,500,600,800,1000,口径2600对于球墨铸铁管可能大家会比较陌生,没关系,接下来小编会的为大家介绍球墨铸铁管,相信大家看完以下这些介绍后对球墨铸铁管会有一个全新的认识。
球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
球墨铸铁管铸造体系的规划需注意什么:
1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量;
2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位;
3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位;
4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作;
5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形;
6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷);
7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件;
8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。
球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。