


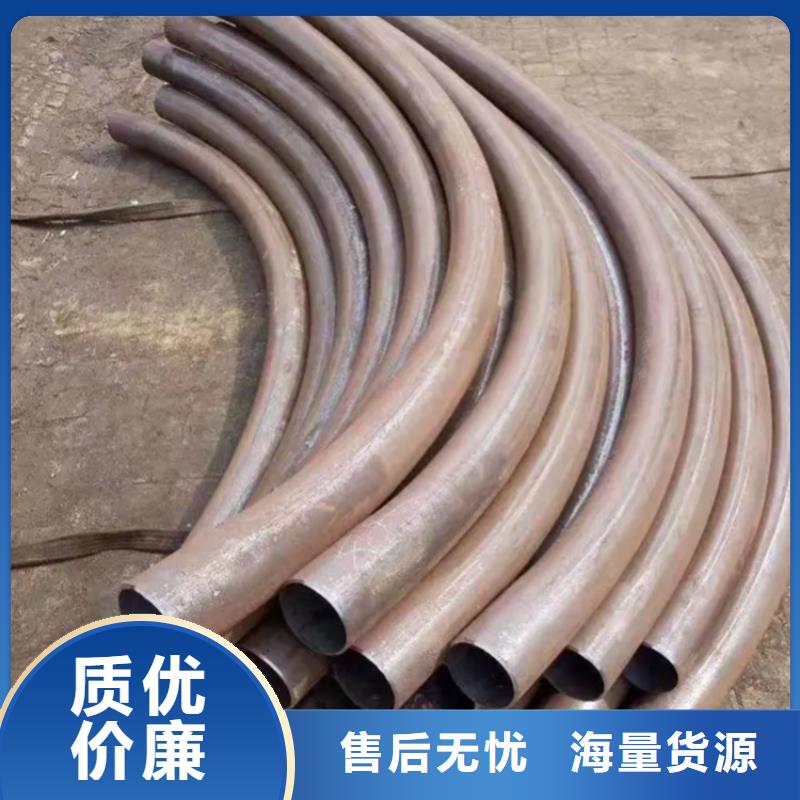
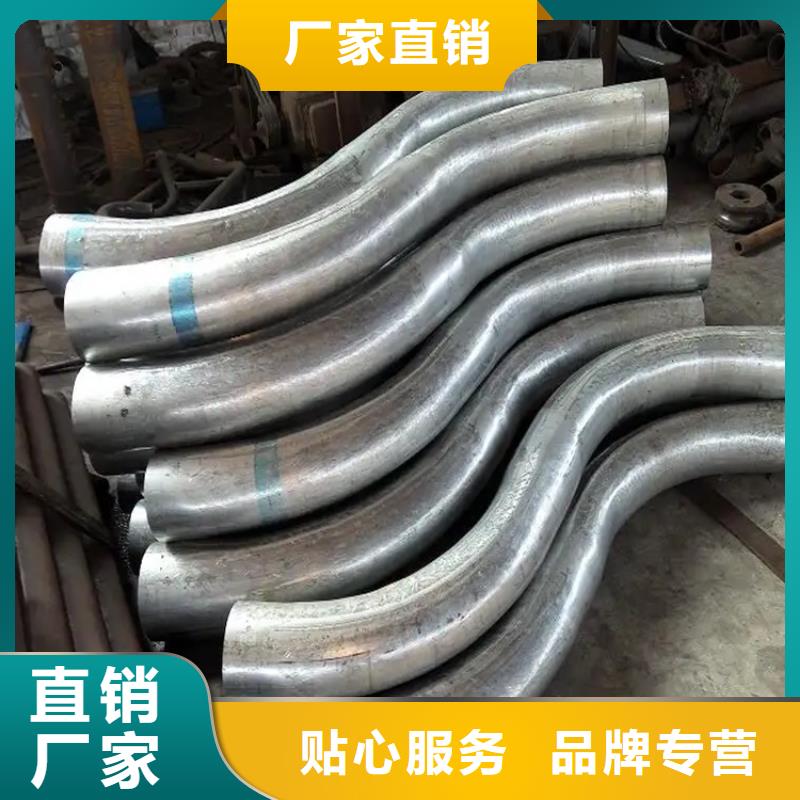


想要探索【弯管】U型弯管真实拍摄品质可靠的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【弯管】U型弯管真实拍摄品质可靠的图文介绍
航萧管件有限公司主要经营:【安徽宣城O型弯管】, 本厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的【安徽宣城O型弯管】。欢迎广大客户惠顾! 本厂家是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类【安徽宣城O型弯管】产品 的先进技术,厂家【安徽宣城O型弯管】产品已从单一走向系列,积累丰富的设计、制作及装配经验。



弯管在传统生产工艺中为了得到更好的质量,在使用过程中会采用一些方法来提高产品质量,弯曲过程中可以直接使用高强度模具。目前弯管的使用在不断扩大,产品在使用过程中会直接产生其良好的性能运行,如果使用该产品,应该用酸洗液清洗,因为酸洗液具有腐蚀性,如果不慎接触皮肤,需要立即用流动清水清洗。 弯管加工过程中多余的废液需要立即处理,然后妥善排放。酸洗液在储存过程中需要放置在阴凉通风的地方,整个产品只适合工业使用,产品用毛笔和布蘸上酸洗液,然后试擦于需要处理的表面。 弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。



全自动弯管机的尺寸大小的选型区别 全自动弯管机的价格是按照弯管机型号、编号的种类大小来区分的,根据实际弯管的外径尺寸要求选择相应的液力弯管机型号编号,使弯管机型号编号和实际价格更为准确。 全自动弯管机制造商对于各种液压弯曲机械有非常详细的产品区分,能满足用户实际使用需求,液压弯曲机械的选择其实很重要,有明确的液压弯曲机械型号号选择我们知道液压弯曲机械的价格。 全自动弯管机的型号也是根据管材的外径来区别的,如DW38NC液压弯管机较大弯管外径为38MM,这里所说的较大管材外径尺寸也是有管材材质要求的,一般用碳钢、圆管来表示。而且弯不锈钢管或者方管,弯管机型号选择稍微大一点的型号比较合适,避免弯管机型号号太小而不能弯曲。 了解了如何区别全自动弯管机的型号后,可以根据自己的管材外径尺寸来选择弯管机,这样就可以根据全自动弯管机的型号来找出价格,以便更清楚地选择哪种全自动弯管机。



弯管的加工效率低问题怎样解决。因为客户应用到的弯管生产设备,包含走刀组织、激光切割组织,弯折组织和回到组织,载入组织机构在架构,用以从这当中输气管,管路储放到声卡机架,阻拦组织机构在架构上,阻拦组织与装车组织相对性设定,以阻拦传至架构预订长短的管路,弯折组织机构在阻拦组织上,载入组织弯折激光切割管,原材料回到组织用以将弯管移除架构。 弯管的加工效率低问题怎样解决 弯管生产设备处理弯管生产效率低的问题,目前适用的高压管生产设备采用管辊组、管辊组旋转驱动设备和驱动辊升辊,管辊组设在管道中间和管道出口,管辊组包括滚筒,工作压力辊及其旋转支撑点是管道周围的支撑点, 当今的工作压力辊,可转动地支撑点在架构的走刀辊,以排出来辊中间的部位处,而且辊子可拖动地可拖动地装配线在架构上,转动辊组转动控制器,现阶段可即时调整管材管的弯折半经,构造简易,实际操作便捷,制造便捷,如今应用到的弯管生产设备,其技术规范包含架构和设定在架构顶端的操作台,操作台下设工作压力槽和2个翻转槽。 由于弯管生产设备拖动预制构件,设定在精准定位预制构件和架构中间,且拖动预制构件结构成拖动精准定位预制构件,以顺着2个翻转槽的联接方位的构件,以驱动器精准定位表层背驰或挨近翻转槽,而且拖动构件与固定不动的精准定位表层部位联接,固定不动部件以保持轻轻松松管路精准定位的实际效果,因而弧型弯管的构造是平稳的。


全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。



