
联系我们

您也许对西藏本地以下产品新闻也感兴趣
- 复合桥梁护栏种类齐全
- 【研磨管调质光轴打造行业品质】
- 产品使用有哪些基本性能要求【凯美】东方市挂网式密集架
- 智能密集架定制价格
- 卡通人偶服装定制厂家,玩偶吉祥物规格多
- 烟道用金属烟囱帽质优价廉
- 铅砖免费询价
- 南充到物流返空车整车调配公司货源丰富_多家厂商信赖
- 乡村振兴精神堡垒 定制仿古精神堡垒 不锈钢精神堡垒导视牌 景区精神堡垒 大型不锈钢精神堡垒 精神堡垒制作厂家 停车场精神堡垒 广场精神堡垒 城市标志精神堡垒 工地住宅精神堡垒 防腐防锈精神堡垒 户外异性精神堡垒 美丽乡村精神堡垒售后完善
- 德克斯电机设备专注品质
- 聚丙烯纤维混凝土多重优惠怎么卖
- 路名牌灯箱,【户外滚动阅报栏】质量看得见
- 仿古候车亭道路指示牌一致好评产品
- 热扩钢管厂家
- 经典候车亭社区阅报栏物流配货上门
当前位置:
聊城 安达液压机械有限公司 >
西藏本地热动态
【滚压管】-油缸管用心做好细节
更新时间:2024-12-27 13:30:32 浏览次数:13 公司名称:聊城 安达液压机械有限公司
以下是:【滚压管】-油缸管用心做好细节的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5000/吨 |
| 发货期限 | 24小时 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 1公斤 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20#/45#/16Mn |
| 产品品牌 | 九冶 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 有色金属 |
| 质保时间 | 1个月 |
| 外形尺寸 | 圆形 |
| 适用领域 | 机械加工/液压 |
| 是否进口 | 否 |
| 质量认证 | 正品 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:【滚压管】-油缸管用心做好细节的图文视频



在西藏采购【滚压管】-油缸管用心做好细节请认准安达液压机械有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-17706353138,QQ:3573482096,地址:聊城辽河路燕山路交叉口南500米东首发货到西藏 拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市)。 西藏自治区 西藏自治区不仅有世界屋脊奇异的地质地貌和独特的自然风光,而且有别具一格的社会人文景观,仅寺庙在历史上盛时就有2700多座,还有不少宫殿、园林、城堡、要塞、古墓、古碑等。
无论您是初次接触还是已经熟悉,我们的【滚压管】-油缸管用心做好细节产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【滚压管】-油缸管用心做好细节的图文介绍


西藏珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
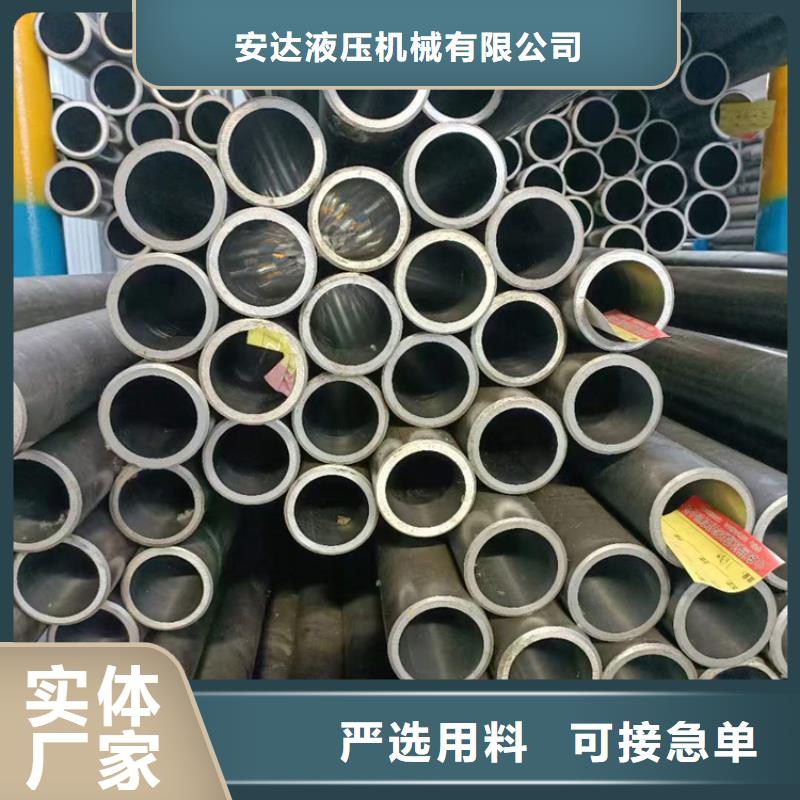
滚压管



西藏珩磨管油缸管绗磨管滚压管加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。


安达液压机械有限公司主营产品: 西藏调质光轴等。我公司以合理的价格、周到的售后服务赢得了市场的信誉。我公司始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。诚挚欢迎新老朋友前来参观考察指导合作,发挥各自优势,携手共进,再创辉煌!




西藏珩磨管油缸管绗磨管绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管


西藏珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



选购【滚压管】-油缸管用心做好细节来西藏找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。