







分宜镀锌管
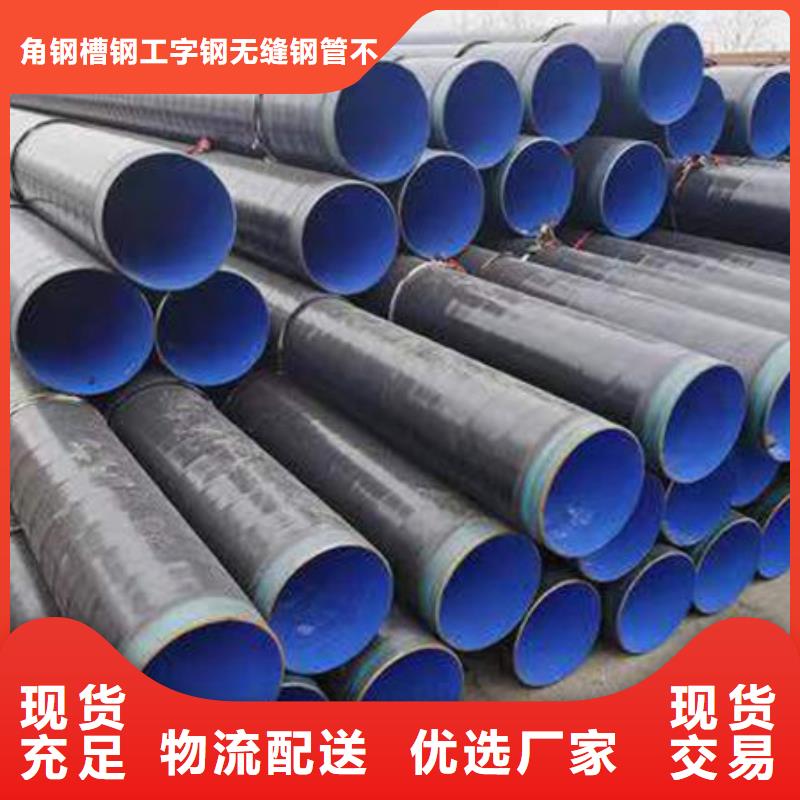
西双版纳螺旋钢管货场a. 成型过程中钢板变形均匀残余应力小表面不产生划伤。加工的螺旋钢材在直径和壁厚的尺寸规格范围上有更大的灵活性尤其在生产高钢级厚壁管特别是中小口径厚壁管方面具有其他工艺无法比拟的优势 可满足用户在西双版纳螺旋钢管规格方面更多的要求。b. 采用先进的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷容易控制焊接质量。c. 对钢管进行的质量检查使钢管钢材生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能实现数据即时传输由中央控制室对生产过程中的技术参数。
分宜镀锌管
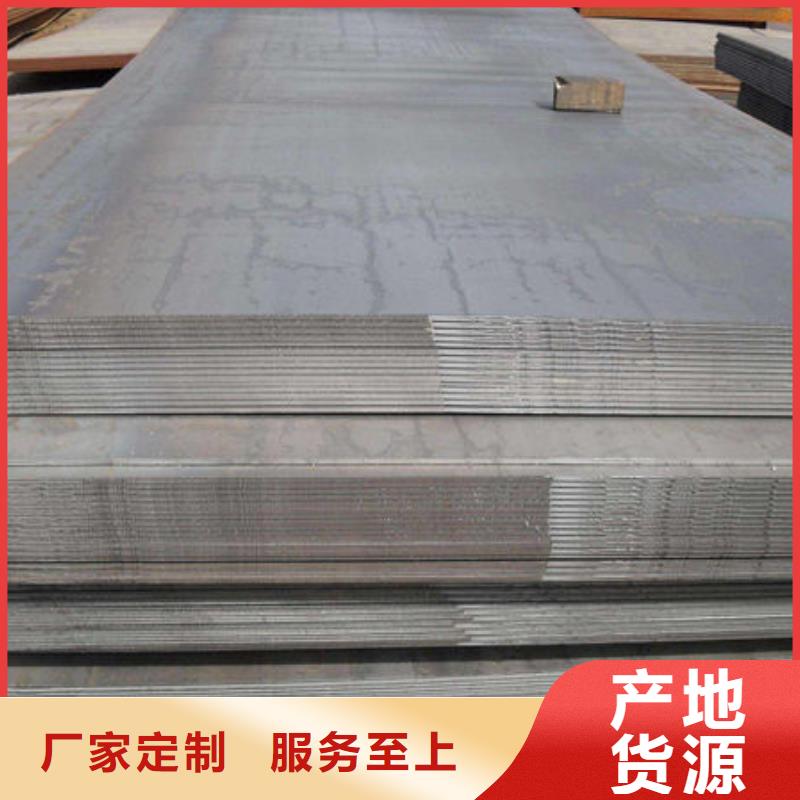
西双版纳线材的用途很广,在国民经济各个部门中西双版纳线材占有重要的地位。有的西双版纳线材轧制以后可直接使用,主要作钢筋混凝土的配筋和焊接结构件用;有的则作为再加工原料,经过再加工后使用。例如,经过拉拔成为各种钢丝,再经捻制成为钢丝绳,或再经编织成钢丝网钢材;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧。作为建筑用的钢材必须保证化学成分及可焊性,具有一定的力学性能且均匀稳定以利于冷弯及承载。供拉丝用的西双版纳线材要求保证化学成分、金相组织和力学性能均匀稳定。金相组织尽可能是索氏体,以减少冷拔过程中饭的退火次数。另外,规格尺寸应,一般直径在12毫米以下。表面应光洁,氧化铁皮应薄并易于酸洗掉,表面不得有耳子和折叠等缺陷。
分宜镀锌管
西双版纳双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后西双版纳钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
分宜镀锌管
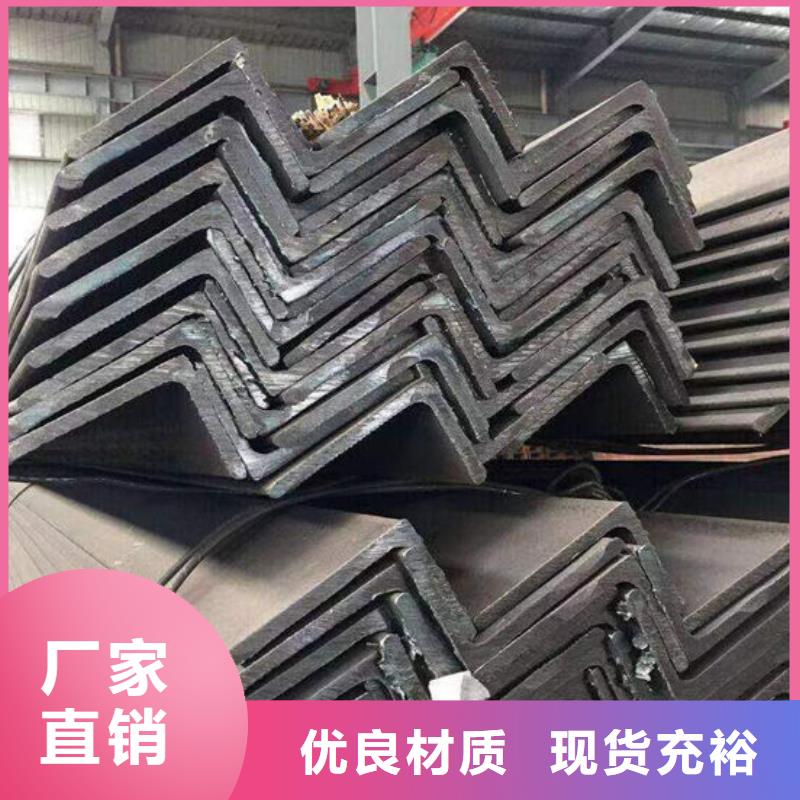
西双版纳工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。H型钢属于经济裁面型材(其它还有冷弯薄壁型钢材、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。
