13507910229




更新时间:2024-12-25 16:49:04 浏览次数:4 公司名称:南昌 角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |
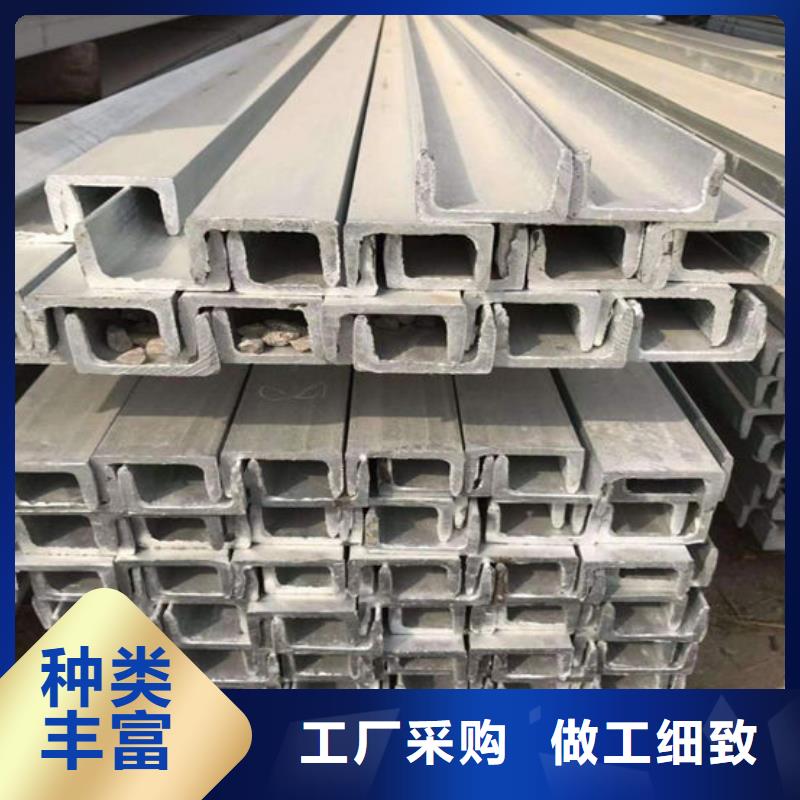





1.新乡钢的自然属性-------主要是材料的“穿孔性能”A、 材料品种B、 钢材的纯净度、夹杂物多少与形态、偏析等,炼钢、浇铸、冷却等因素。C、 新乡轧钢过程温度控制、压缩比-------晶粒度大小2.顶头前压缩量,这个量要适当。小了,拽入力不够;大了,变形不均匀性增加,易形成空腔。压缩段不宜太长,反复次数过多时,易裂。与顶头前伸量也有关。3.调整参数中的椭圆度-------导板距是重要因素,而导板若太小又容易包顶头,脱不出管。加热制度---------加热由线要合理。4.定心孔不良,会造成管子头部端一段内裂。5.顶头磨损及尖部熔损等工具不良所致。根据缺陷状况,分析其产生的原因,便可找到对应的解决办法。
新乡双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后新乡钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
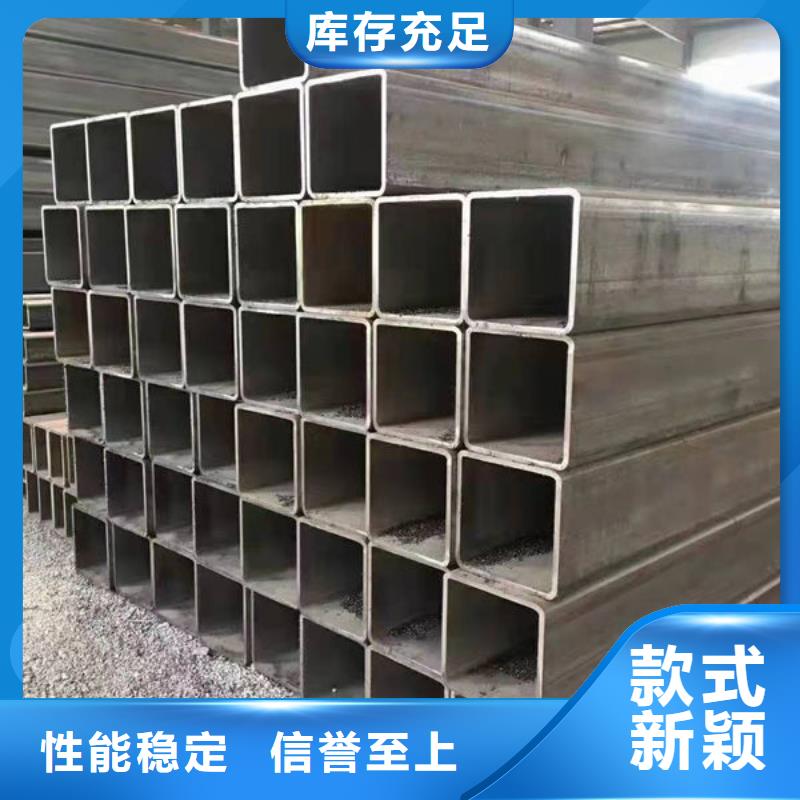
新乡螺旋钢管是以带钢卷板为原料制成的螺旋缝钢管,经常在高温下挤压成型,采用自动双线双面埋弧焊工艺焊接而成。新乡螺旋钢管将带钢送入焊管机组,带钢由多个轧辊轧制并逐渐卷起形成带开口间隙的圆管坯,调整挤压轧辊的压下量进行焊接。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。 2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝钢材表面质量。 将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。新乡螺旋钢管钢材若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
新乡线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。