您的位置>首页 >湘西本地新闻中心 >
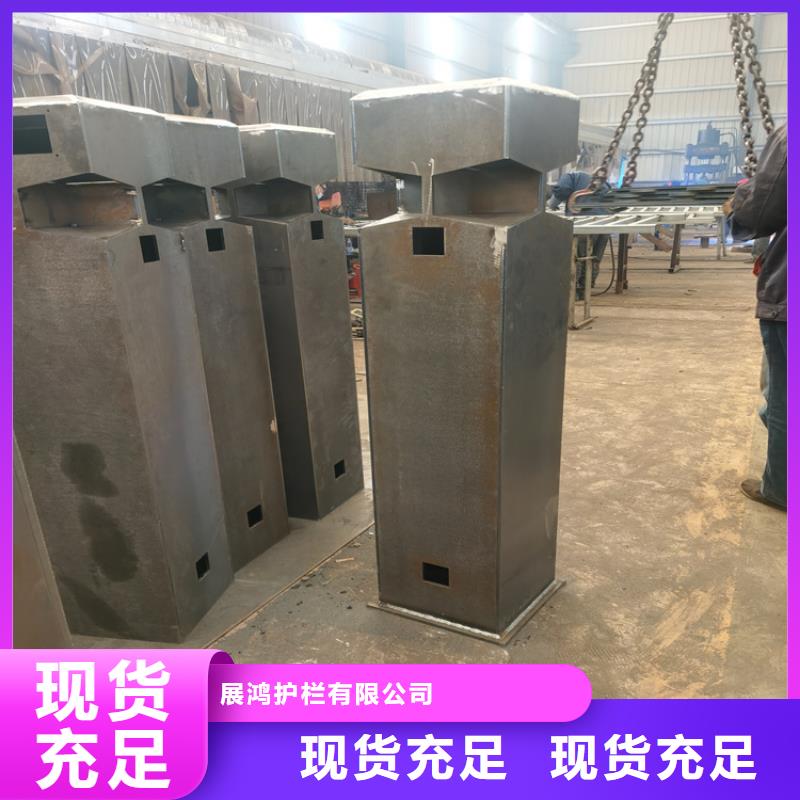
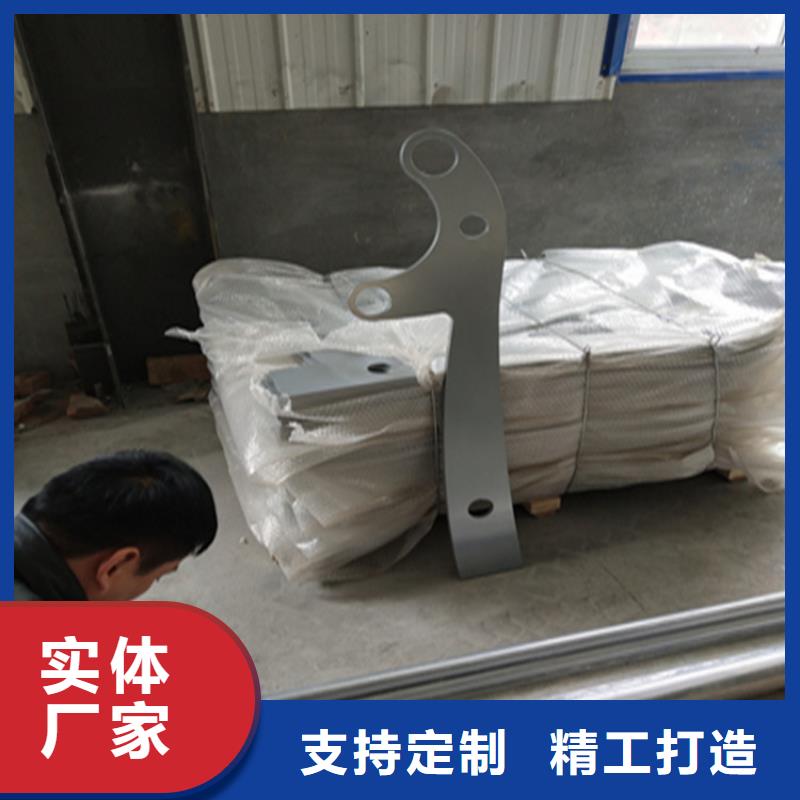
钢板包厢防撞立柱产品环保无污染
更新时间: 2024-12-23 04:31:22 浏览次数:12
以下是:钢板包厢防撞立柱产品环保无污染的产品参数
| 产品参数 |
|---|
| 产品价格 | 1 |
|---|
| 发货期限 | 5-7天 |
|---|
| 供货总量 | 10000 |
|---|
| 运费说明 | 来电洽谈 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优等 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235 |
|---|
| 产品品牌 | 聚宜兴 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国各地 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
|---|
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
|---|
| 是否进口 | 否否 |
|---|
以下是:钢板包厢防撞立柱产品环保无污染的图文视频
导读 您是想要在湖南省湘西市采购高质量的钢板包厢防撞立柱产品环保无污染产品吗?聚宜兴金属制品有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的钢板包厢防撞立柱产品环保无污染产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:付崇观-13061079688,QQ:945383396,地址:《高新区智慧谷工业园发货到湖南省 湘西市 泸溪县、凤凰县、花垣县、保靖县、古丈县、永顺县、龙山县》。 湖南省,湘西土家族苗族自治州 湘西是武陵山区土家族苗族文化生态保护区,拥有24个非物质文化遗产保护名录,土家族、苗族都有各自独特的语言、习俗、服饰、建筑、音乐、舞蹈。湘西有神奇的山水风光。拥有矮寨奇观景区、猛洞河漂流、红石林、坐龙峡等132个国字号文化旅游品牌,是 “中国十佳魅力城市”和“旅游去处”。
湘西热镀锌桥梁护栏镀锌钢板喷漆工艺过程
一、 擦拭油污,用120#砂布打磨表面。除去锈斑。
二、 磷化处理,室温:10℃—35℃,磷化时间:20—50分钟。
三、 擦拭后干燥,室温10℃—35℃,干燥时间:30—120分钟
四、 喷涂(Η06—2铁红环氧脂底漆),干燥,表干≤5小时,实干≤24小时。
两次喷涂间隔时间见下表:底材温度(℃)
5
10
15
20
25
30
35
短时间小时
48
40
30
24
22
20
16
长时间
三个月五、 腻子:填刮腻子,干燥后用120#砂布打磨。
六、 喷涂:擦拭干净后喷涂二道底漆,干燥打磨。
七、 喷涂面漆(BS04-49丙稀酸聚氨脂磁漆)干燥24小时,干燥后用200#水砂纸加水打磨。
八、 喷涂:擦拭干净喷涂二道面漆。
九、 喷涂要求:平整光滑,色泽均匀光亮无漏喷、流挂等缺陷,每批应随机样件用划格法检测附着力。





总结 联系人:付崇观,电话:13061079688,聚宜兴金属制品有限公司在湖南省湘西市本地专业从事钢板包厢防撞立柱产品环保无污染,湖南省湘西市各个县市以及周边城市均可提供送货上门服务!