您的位置>首页 >湘潭当地频道中心 >
景观灯光护栏支持定制-这里有您想要的
更新时间: 2024-12-27 11:57:00 浏览次数:8
以下是:景观灯光护栏支持定制-这里有您想要的的产品参数
| 产品参数 |
|---|
| 产品价格 | 216/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9987888 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 100米 |
|---|
| 是否厂家 | 是 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 聚晟 |
|---|
| 材质 | 不锈钢 |
|---|
| 是否可定制 | 是 |
|---|
以下是:景观灯光护栏支持定制-这里有您想要的的图文视频
导读 景观灯光护栏支持定制-这里有您想要的,聚晟护栏制造有限公司专业从事景观灯光护栏支持定制-这里有您想要的,联系人:王经理,电话:15376839990、15376839990,QQ:770942940,发货地:聊城开发区工业园发货到湖南省 湘潭市 雨湖区、岳塘区、湘乡市、韶山市,以下是景观灯光护栏支持定制-这里有您想要的的详细页面。 湖南省,湘潭市 湘潭市从南朝开始建县,距今已有1500多年,是湖湘文化的重要发祥地、中国红色文化的摇篮,有“小南京”、“金湘潭”的美誉。“湘中灵秀千秋永,天下英雄一郡多”,湘潭伟人、巨匠灿若星辰——一代毛泽东、开国元勋彭德怀、蜀汉名相蒋琬,晚清重臣曾国藩,文化名人齐白石,将领黄公略、开国大将陈赓、谭政等都诞生于此。

湘潭<湘潭>聚晟护栏制造有限公司一家专业生产销售湘潭的企业,公司地里位置优越,交通便利,运输发达。公司奉行销售优质的产品,满足客户的需求,一切以顾客为中心,牢牢把握市场。我公司产品包括:湘潭。公司技术力量雄厚、重视市场营销。公司精神“追求卓越 报国利民”公司宗旨:提供满足用户需求的优质产品,让顾客满意的优质服务。以“真诚到永远”的服务满足客户的要求。

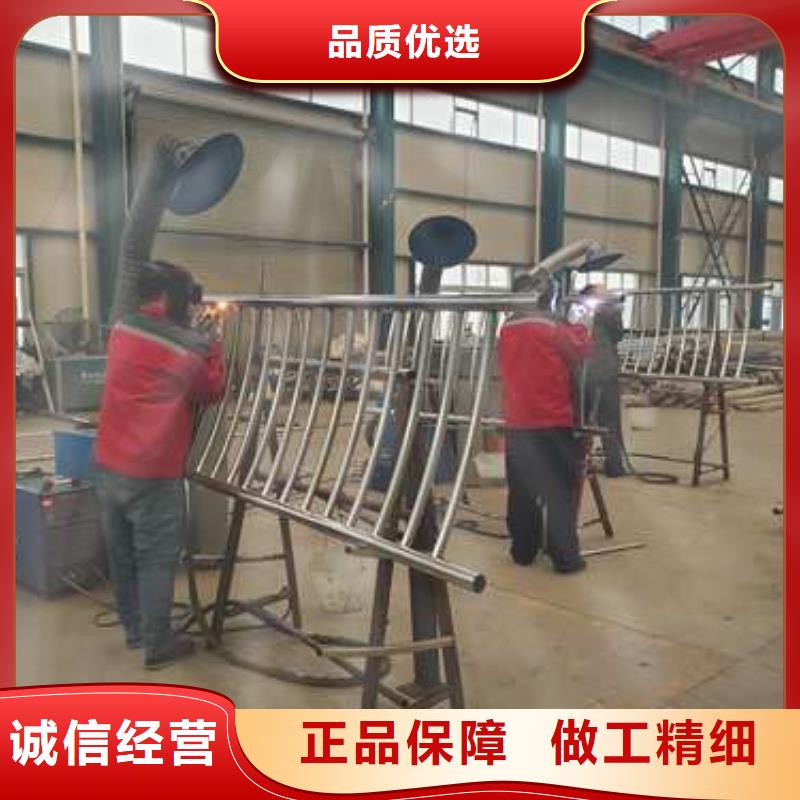
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


总结 联系人:王经理,电话:15376839990,聚晟护栏制造有限公司在湖南省湘潭市本地专业从事景观灯光护栏支持定制-这里有您想要的,湖南省湘潭市各个县市以及周边城市均可提供送货上门服务!