


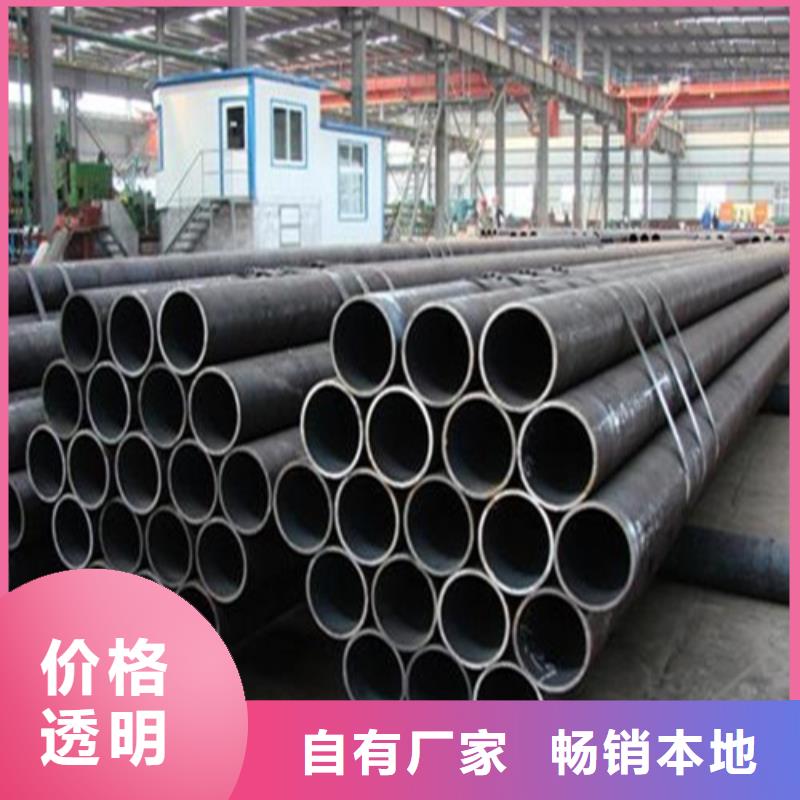


承压流体输送用螺旋缝埋弧焊钢管(SY/T5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。无缝钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
5.承压流体输送用螺旋缝高频焊钢管(SY/T5038-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
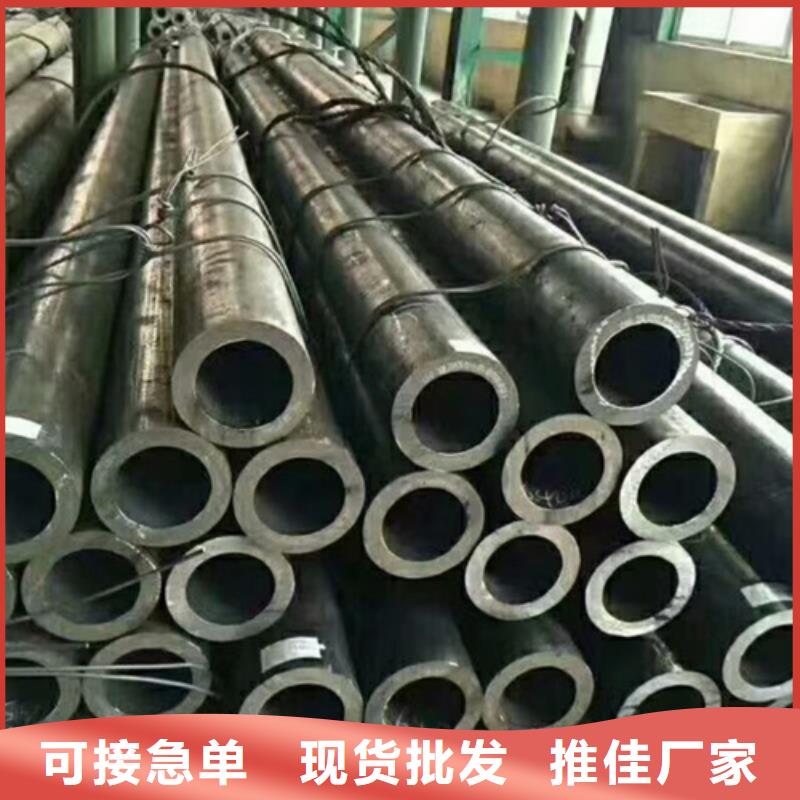
无缝钢管目前公司可以承接美国ASTMA5德国DIN、日本JIS、美国石油学会APISpec5L等各种标准的焊接钢管,热扩钢管是指钢管中频加热后利用模具扩径生产的钢管,该成形方式母材既可用无缝钢管,也可用焊接钢管(需要除去内焊缝),特点为母材灵活、产量高、耗能大、成本低。目前还没有热扩钢管相关标准,一般执行GB/T8163-1999标准。本公司拥有2套热扩生产线,一条为219-325mm生产线,一条为325-630生产线。
冶金行业则起步较晚,认识较迟。这是因为国产无缝钢管当时占国内市场份额达92%,对中国建设事业贡献巨大,特别是学术界,对无缝管有深厚的感情,在技术上却对焊管有一定的疑虑,不理解焊管“无缝化”,甚至有的行业不同意论文中出现“无缝化”提法;另外一个不可无视的现实是:承认焊管可能替代一部份无缝管会涉及到一些冶金企业的产品存亡,更何况焊管在中国的起步阶段技术水平不太高,初印象欠佳。
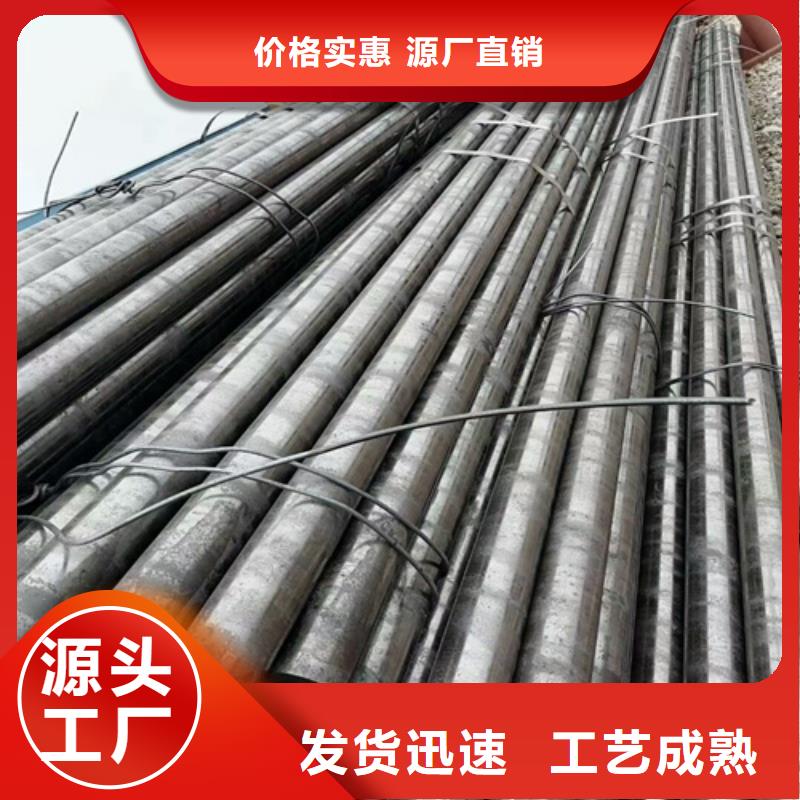
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
无缝钢管其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。
焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。
