
文字的描绘可能无法完全捕捉铝合金型材-石油裂化管价格合理产品的精髓,观看视频,让产品自己向您诉说它的故事。
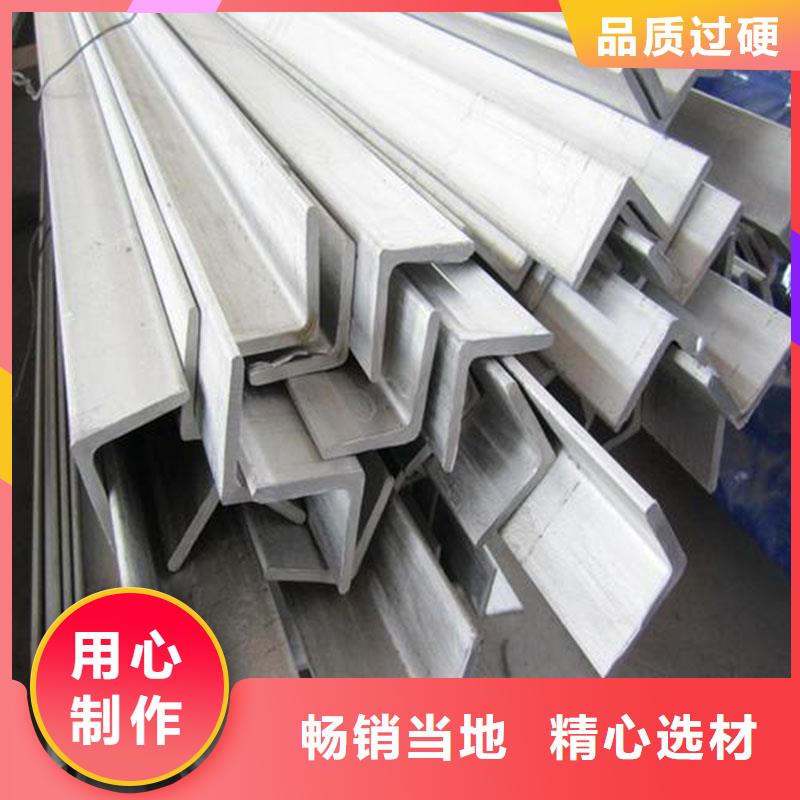
以下是:铝合金型材-石油裂化管价格合理的图文介绍
压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用*广泛的一种。同其他铸造技术相比,压铸的表面更为平整,拥有更高的尺寸一致性。1、铝合金压铸件表面有流痕和花纹:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。2、铝合金压铸件龟裂了:铝合金压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。3、冷隔纹:铝合金压铸件表面有明显的、不规则的、下陷线性型纹路形状细小而狭长,有时交接边缘光滑,在外力作用下有断开的可能。4、铝合金压铸件表面有凹痕:在压铸件厚大部分的表面上有平滑的凹痕。5、表面痕迹:铝合金压铸件表面与压铸模型腔表面接触所留下的痕迹或铸件表面上出现阶梯痕迹。6、铝合金压铸件有粘附物痕迹:小片状及金属或非金属与金属的基体部分熔接,在外力的作用下剥落小片状物,剥落后的铸件表面有的发亮、有的为暗灰色。7、铝合金压铸件有裂纹:将铝合金压铸件放在碱性溶液中,裂纹处呈暗灰色。金属基体的破坏与裂开呈直线或波浪线形,纹路狭小而长,在外力作用下有发展趋势。
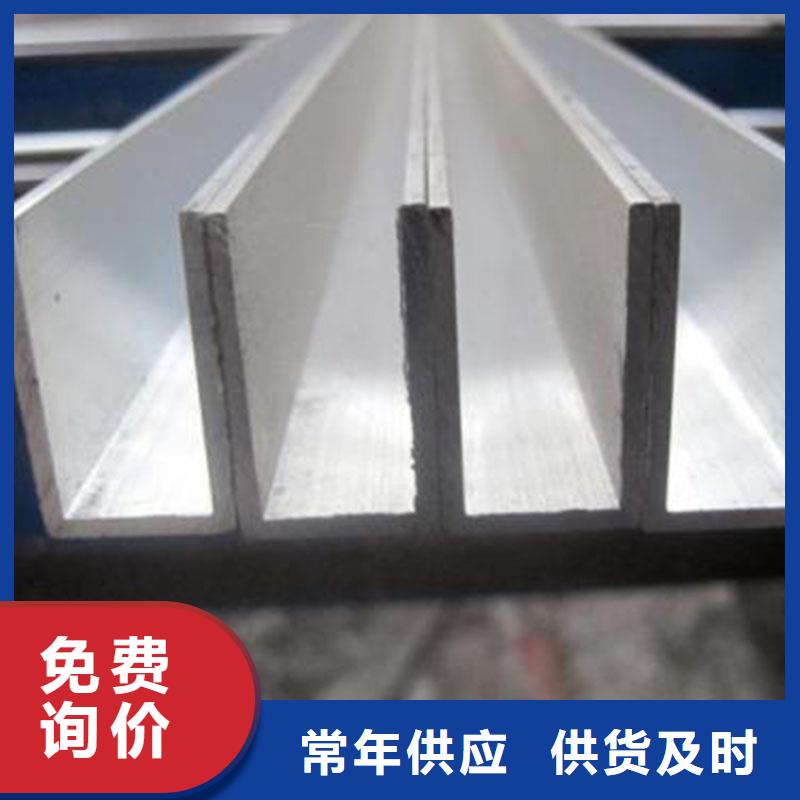
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。



铝合金门窗八大优势和六个质量指标----铝合金门窗八大优势:一:质轻、强度高。铝合金材料多是空芯薄壁组合断面,方便使用,减轻重量,且截面具有较高的抗弯强度,做成的门窗变形小,耐用。二:密闭性能好。密闭性能是门窗的重要性能指标,铝合金门窗较之普通木门窗和钢门窗,其气密性、水密性和隔音性能均佳。铝合金门窗本身,其推拉门窗比平开门窗的密闭性稍差,因此推拉门窗在构造上加设了尼龙毛条,以增强其密闭性能,达到日常使用更高要求。三:耐腐蚀性强,使用维修方便。铝合金门窗不锈蚀,不退色,表面不需要涂漆,维修费用少。四:强度高,刚度好,坚固耐用。五:使用价值高。在建筑装饰工程中,特别是对于高层建筑、次的装饰工程,如果从装饰效果、空调运行及年久维修等方面综合权衡,铝合金门窗的使用价值是优于其它种类门窗。六:不褪色,易于保养。铝合金门窗不需要涂漆,不褪色、不脱落,表面不需要维修。七:开闭轻便灵活,无噪音。八:造型美观,可有多种颜色。铝型材表面处理技术多样化,可满足不同人不同的审美所需。铝合金门窗的六个质量指标:一、厚度:铝合金推拉门有75系列、85系列两种,住宅内部的铝合金推拉门用75系列即可。系列数表示门框厚度构造尺寸的毫米数。铝合金推拉窗有60系列、65系列。系列选用应根据窗洞大小及当地风压值而定。用作封闭阳台的铝合金平开窗应不小于60系列。二、强度:抗拉强度应达到每平方米毫米157牛顿,屈服强度要达到每平方毫米108牛顿。选购时,可用手适度弯曲型材,松手后应能复原状。三、色度:同一根铝合金型材色泽应一致,如色差明显,即不宜选购。四、平整度:检查铝合金型材表面,应无凹陷或鼓出。五、光泽度:铝合金门窗避免选购表面有开口气泡(白点)和灰渣(黑点),以及裂纹、毛刺、起皮等明显缺陷的型材。六、氧化度:氧化膜厚度应达到10米。选购时可在型材表面轻划一下,看其表面的氧化膜是否可以擦掉。



产品各类型号的【湖北襄阳流体管】规格齐全,可根据用户需求开发、设计;
工艺标准化【湖北襄阳流体管】生产流程,高度机械化、自动化作业,精良制作制造高品质【湖北襄阳流体管】产品。
材料【湖北襄阳流体管】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【湖北襄阳流体管】行业生产标准:

