



联系我们

管道专用大口径无缝钢管一站式厂家
更新时间:2024-12-25 13:59:45 浏览次数:5 公司名称:聊城 九晨钢铁制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99899 |
| 运费说明 | 电议 |
| 材质 | 多种材质 |
| 可定制 | 1-12米 |
| 型号 | 齐全 |



产品细节图

40cr无缝管供货状态及硬度
退火态,硬度≤207HBS。
40Cr弹性模数:弹性模量E(20℃) /MPa 200000~211700 ,切变模量G(20℃) 80800
40cr无缝管的淬火工艺
40Cr淬火850℃油冷;回火520℃水冷、油冷。40Cr无缝管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40cr无缝管氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体40cr无缝管焊接
40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40cr无缝管的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火。


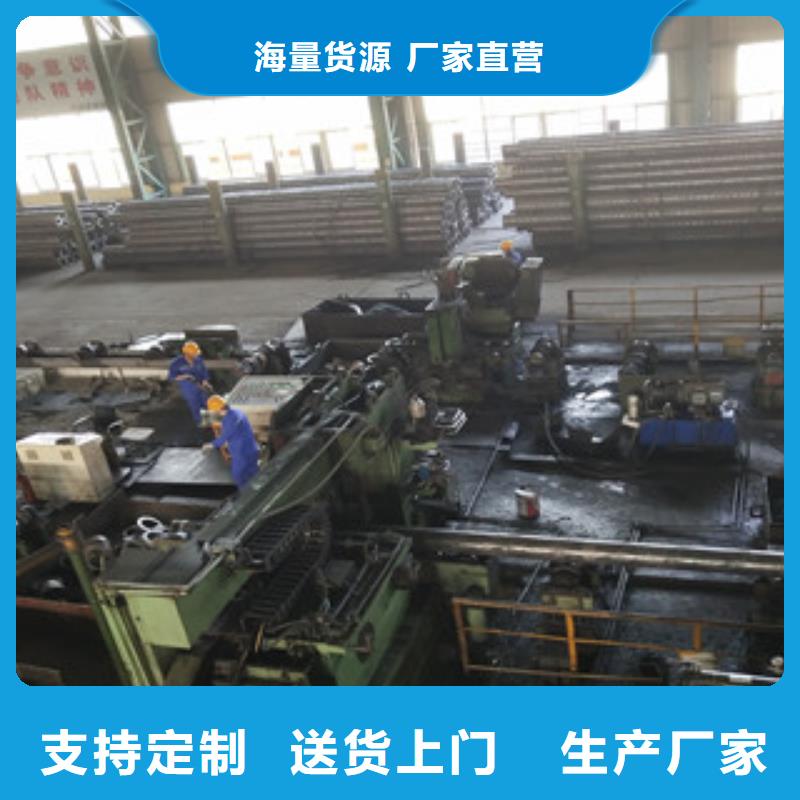
公司实力

无缝钢管质量检验方法:
化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。
①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。
②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi
③N—0仪:气体含量分析N、O
钢管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出 点、小点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板。