



新疆维吾尔自治区乌鲁木齐小口径汽缸管 <乌鲁木齐>九冶管业有限公司
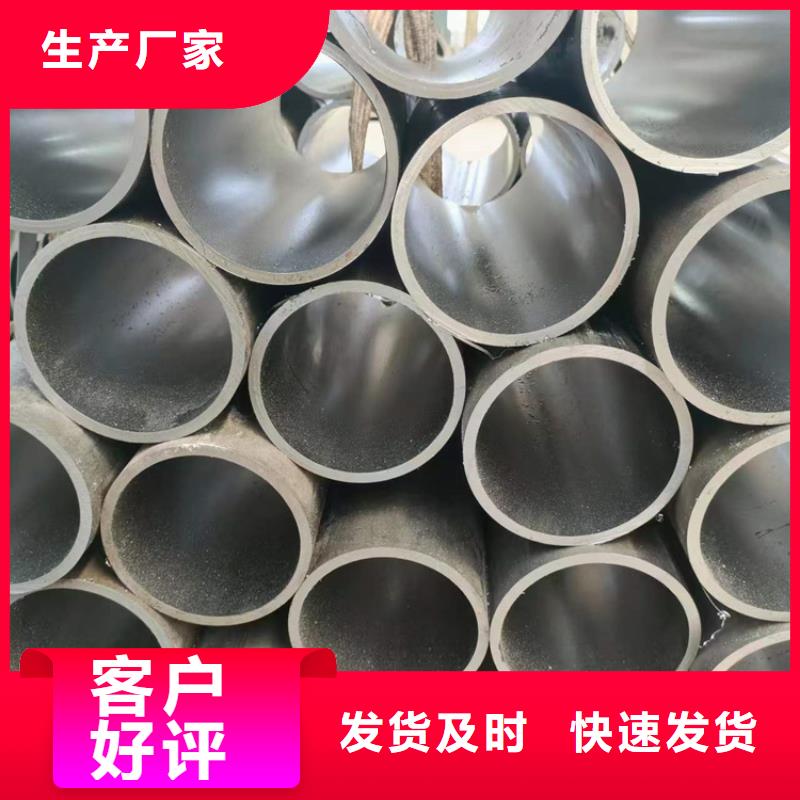
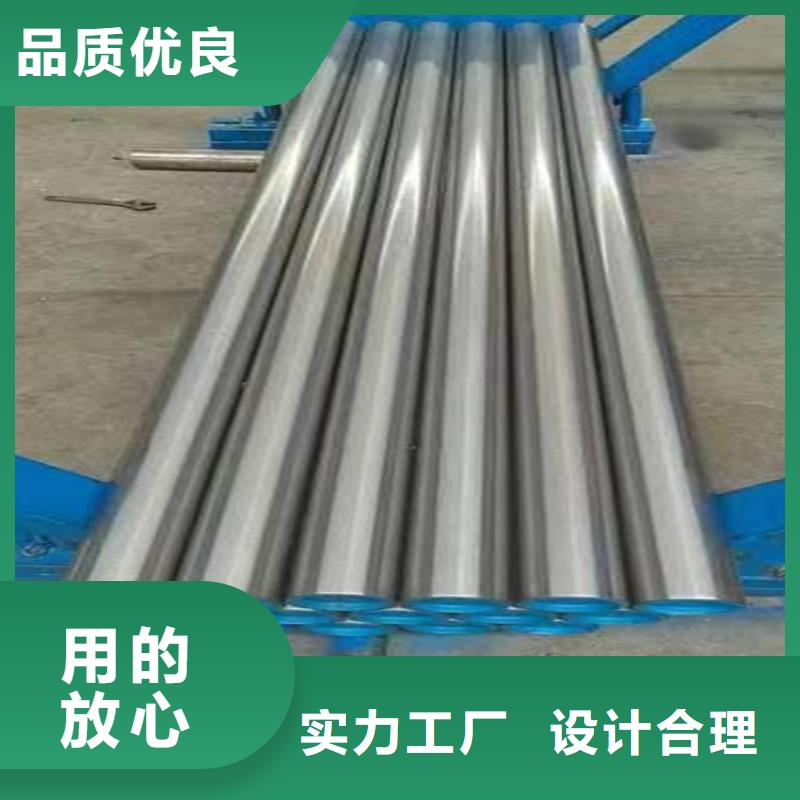
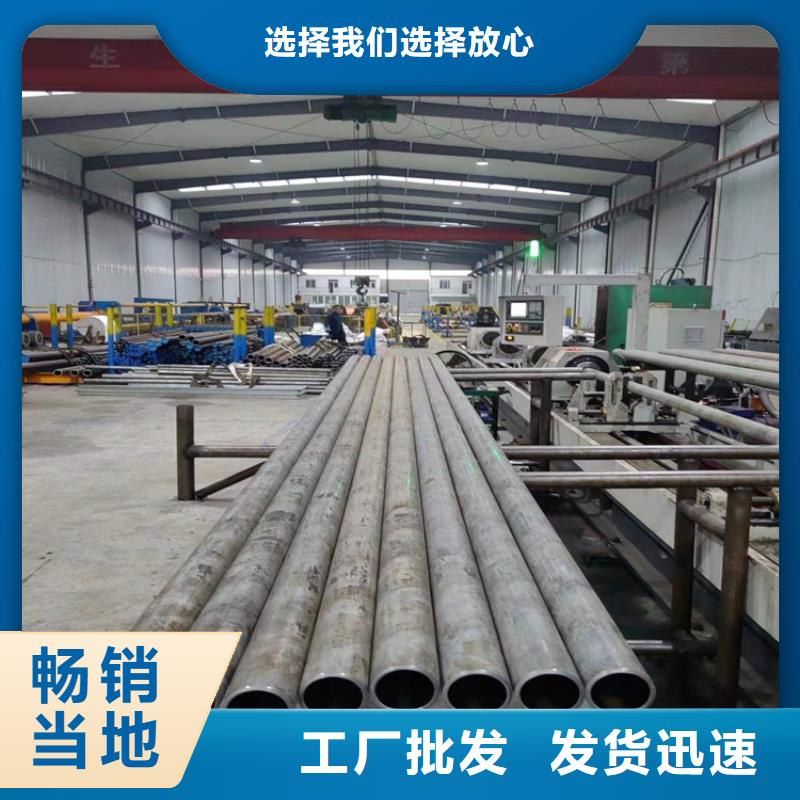
目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:绗磨管内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。


其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,绗磨管我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。珩磨管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。
<乌鲁木齐>九冶管业有限公司 新疆维吾尔自治区乌鲁木齐小口径汽缸管 <乌鲁木齐>九冶管业有限公司对于高精密珩磨管的生产工艺你又有多少了解高精密绗磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有 性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。

