



航萧管件
 弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
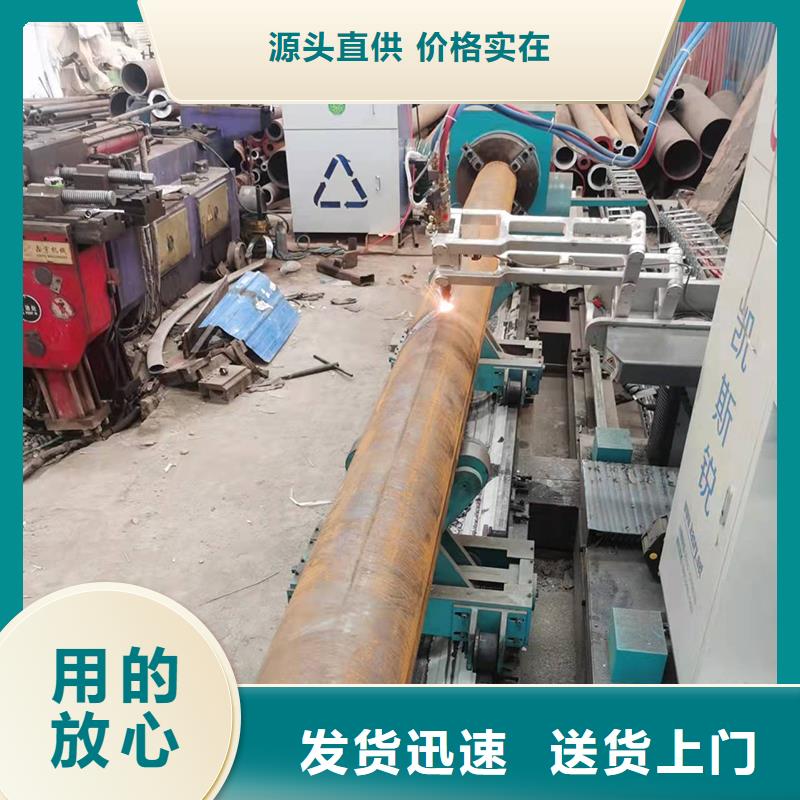
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
弯管机如何解决因油温变高而降低弯管精度
液压弯管机弯管精度如何保证
我们的液压弯管机采用的是电机带动液压油泵输入液压油,依靠电磁阀输入油压动力来弯曲管材,但是液压系统如何提高与保证弯管精度呢?这是我们需要思考的问题。
做过或者接触够液压系统的人都明白,液压油在我们的弯管机中经过长时间运行运转,油温就会变高,而油温变高后控制电磁阀就会出现锁不住油,或者液压油输入不均匀导致弯管精度大大受损,而这些问题我们可以采用编码器来控制弯管角度。但是由于油温变高后出现锁不住油而导致夹紧夹不住,弯管时出现打滑。打滑后管材弯曲就会出现起皱或者变形。这样大大的影响了弯管质量。但是这些问题该如何去解决呢?
我们的液压弯管机都是采用一个主油箱,而油泵输入的油都要经过冷却器再回到油箱内部。我们可以在冷却器上插入两根水管,使用自来水来回循环降温,这样能够很好的降低油温。从而保护弯管机因为油温变高而降低弯管精度。
 买武汉角钢拉弯必看-高性价比
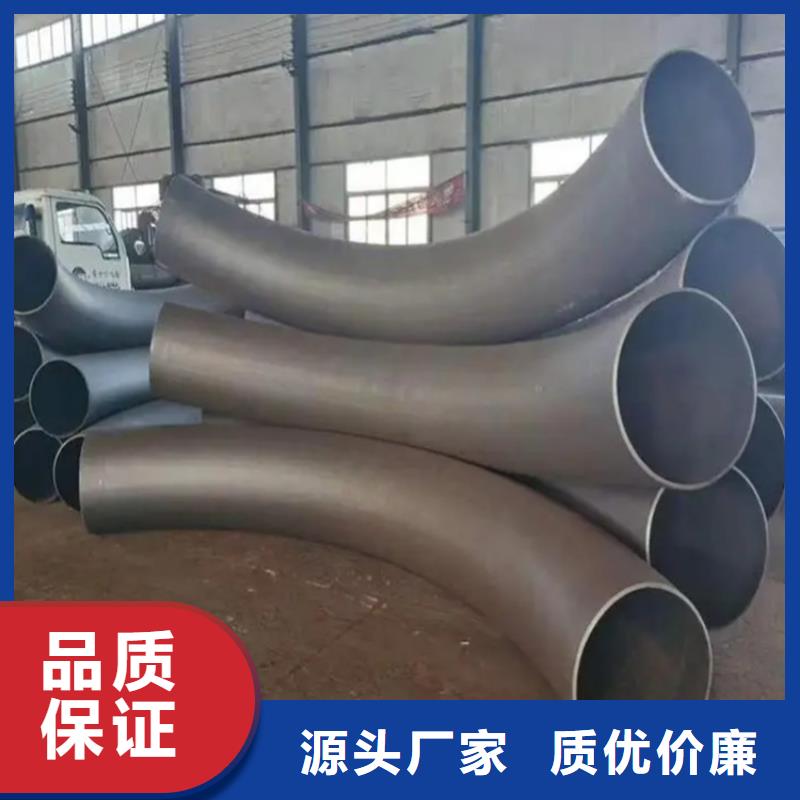
你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
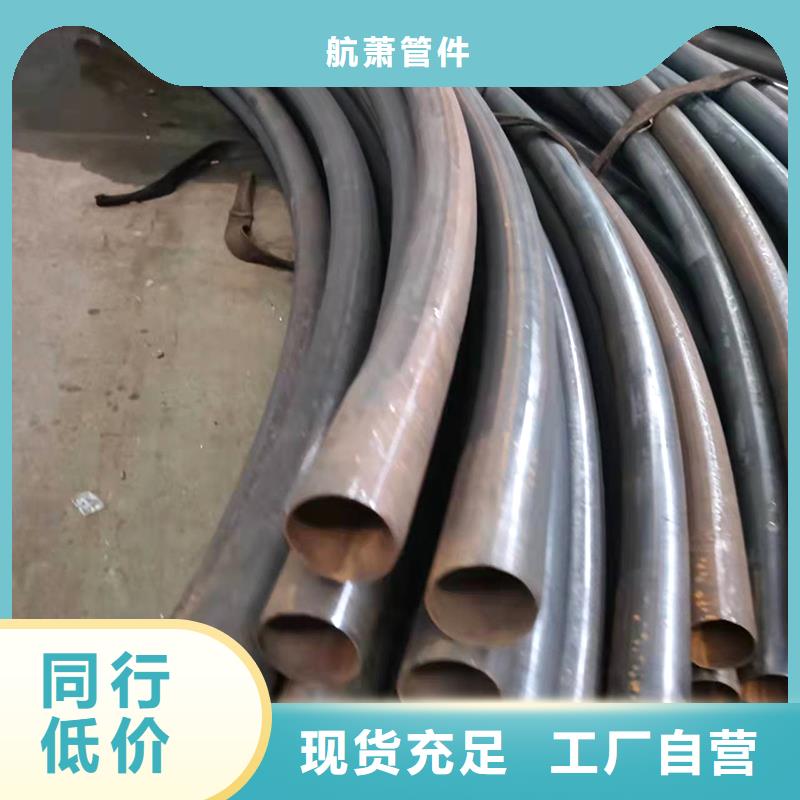
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。
买武汉角钢拉弯必看-高性价比
你是否知道弯管的这个知识弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。
弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。
来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。
U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。
弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。
弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。
弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。


