您的位置>首页 >乌海当地产品频道 >
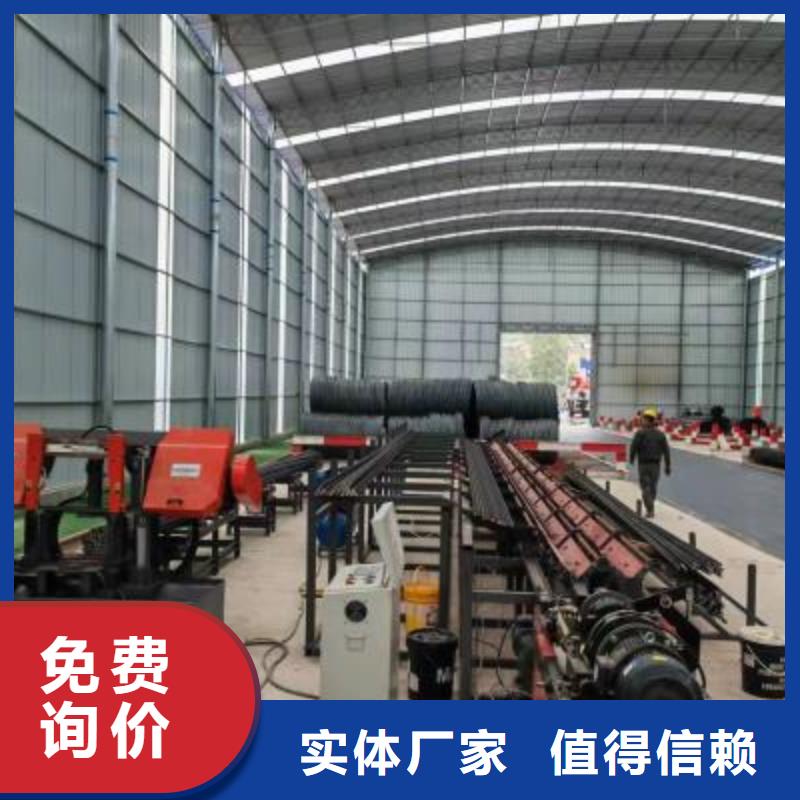
钢筋锯切套丝生产线制造厂家
更新时间: 2024-12-23 10:53:15 浏览次数:8
以下是:钢筋锯切套丝生产线制造厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:钢筋锯切套丝生产线制造厂家的图文视频
导读 选购钢筋锯切套丝生产线制造厂家来内蒙古乌海市找建贸机械 有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵艳杰-13298459090,{QQ:2060712089},地址:[许昌老城镇发货到内蒙古 乌海市 ]。 内蒙古自治区,乌海市 乌海市,别称狮城,内蒙古自治区辖地级市,地处黄河上游,东北隔甘德尔山与鄂尔多斯搭界,南与石嘴山市隔河相望,西接阿拉善盟,地处大陆深处,属于典型的温带大陆性气候,总面积1754平方千米。截至2022年10月,全市辖3个市辖区。截至2022年底,全市常住人口56.02万人。
想知道钢筋锯切套丝生产线制造厂家产品为何如此受欢迎?观看视频,答案自在其中。
以下是:钢筋锯切套丝生产线制造厂家的图文介绍
建贸机械 有限公司主要生产经营: 内蒙古乌海液压劈裂机。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。



带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作,提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料



金属带锯床断带的原因及措施:断带原因分析及故障处理 1.上导向块间隙不合适,卧式金属带锯床,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,金属带锯床品牌,锯背与轮肩保持一定距离,以不切断纸为宜;用一直尺沿夹好的锯带方向在锯臂中间测量,吻合度在0.1~0.2mm之间,并且确定锯背与导向块完全吻合;导向块活动套间隙为0.5mm。 2.导向块磨损造成锯背磨损,使锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。 3.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。



华尔网锯切套丝打磨生产线产品特点:1.自动化程度高,大大降低了劳动强度2.全机配备横向上料装置,上料方便3.自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。4.钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力5.短时间实现从原材料到两端套丝半成品6.智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。锯切套丝打磨生产线产品参数:型号LYJQ-500锯切宽度:500mm钢筋直接:16-50mm钢筋传说速度:90m/min钢筋长度范围:1.5-12长度误差:±1mm锯切主机功率:4kw外形尺寸:29*3.8*2.45m套丝机型号:40-3/40-5型加工钢筋直径:16-40mm滚丝zui大长度:80mm
总结 联系人:赵艳杰,电话:13298459090,建贸机械 有限公司在内蒙古乌海市本地专业从事钢筋锯切套丝生产线制造厂家,内蒙古乌海市各个县市以及周边城市均可提供送货上门服务!