



【全新视界!】钢板酸洗磷化无缝管商家产品视频,带你领略产品新风尚!
以下是:钢板酸洗磷化无缝管商家的图文介绍


但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。



鑫铭万通商贸有限公司是专业从事规划、设计、生产、销售、安装及服务于一体的 内蒙古乌海锅炉管制造服务商。



7、高的价格性能比
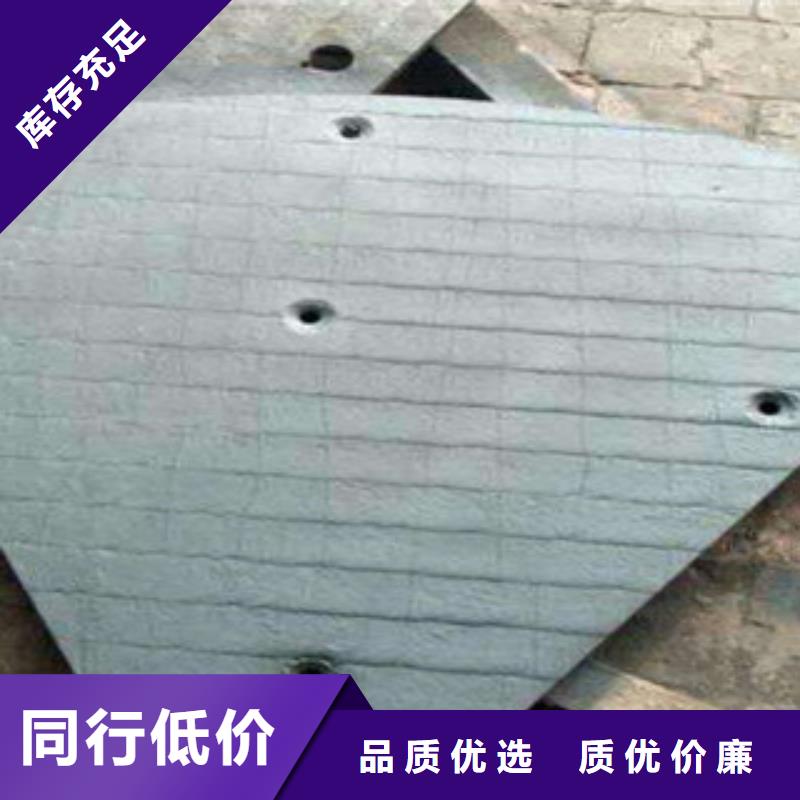
耐磨复合钢板具有很高的性能价格比。与普通钢板相比,使用寿命可以提高十倍以上,使得维修费用和停机损失大为降低,因此其性能价格比是普通材料的2~4倍。
双金属耐磨板生产温度的重要性
在生产双金属耐磨板的过程中要对其生产温度有严格的控制,这样才能够保证焊接双金属耐磨板的牢靠性。如果温度过低,就可能会导致焊接的位置不能达到焊接需要的温度,在大部分金属组织仍然是固态的情况下,两端的金属是很难相互渗透结合在一起的。
当时当温度过高的时候,焊接双金属耐磨板的位置有很多的金属处于熔融状态,这些部分的质地是很柔软的,有一定的流动性,可能就会带着熔滴的情况,当这样的金属滴落后同样是没有足够金属来进行相互渗透的.并且在焊接的时候还会有些不均匀带着焊缝形成熔洞。



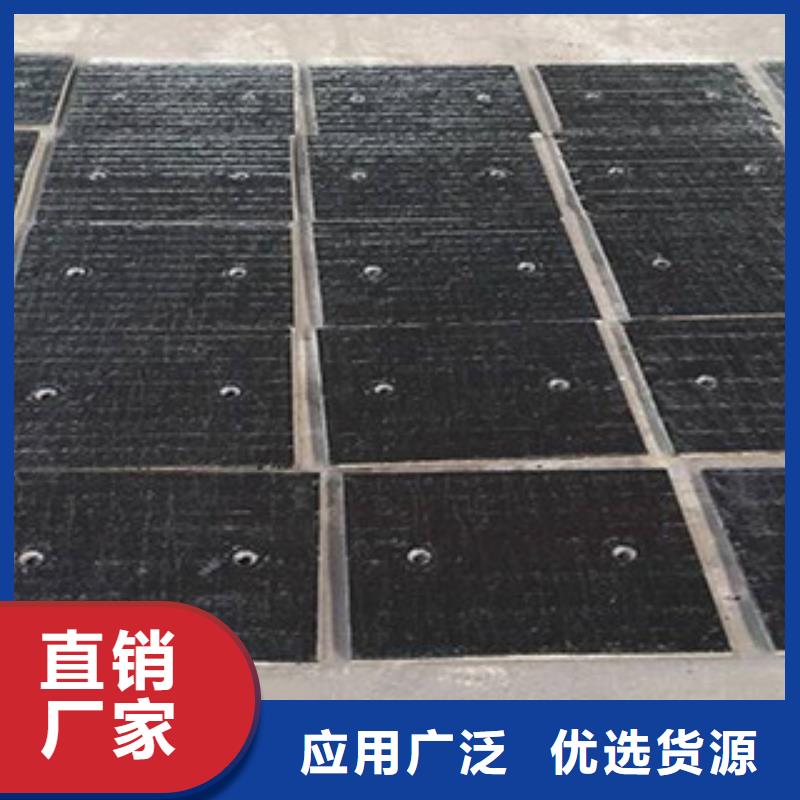
输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐


