
联系我们

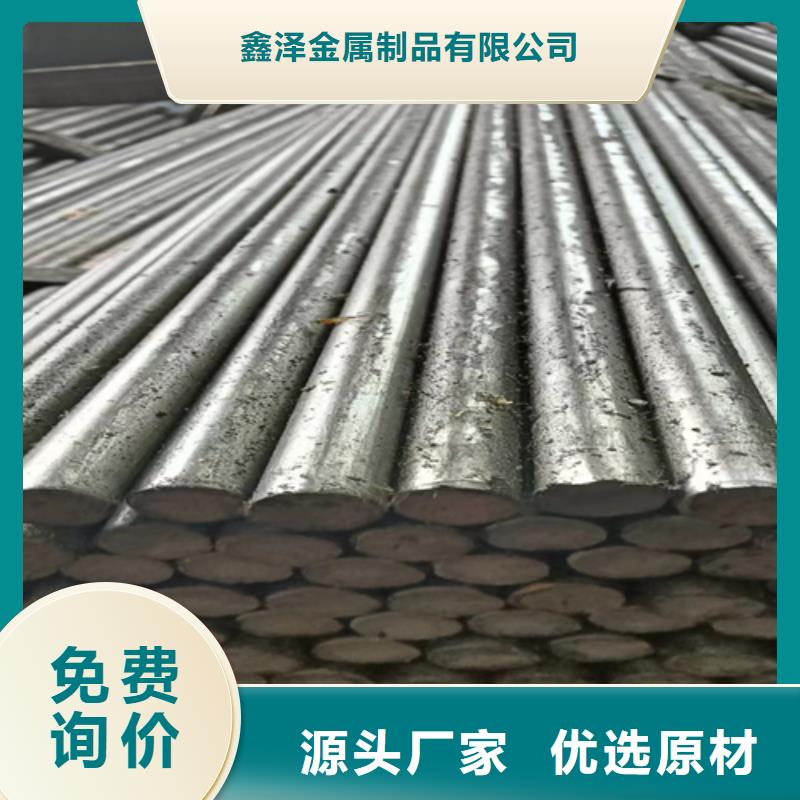
纺织机械设备用冷拔圆钢光圆产地货源
更新时间:2024-12-27 05:01:07 浏览次数:5 公司名称:聊城 鑫泽金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 3 |
| 供货总量 | 77777777 |
| 运费说明 | 运输需方付费 |
| 最小起订 | 50公斤 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽制品 |
| 产品规格 | 直径3-100 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 根据需求 |
| 产品颜色 | 光亮 |
| 质保时间 | 精密冷拉 |
| 外形尺寸 | 圆型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 冷拉光亮 |
| 产品功率 | 1000 |
| 工作温度 | 1500 |


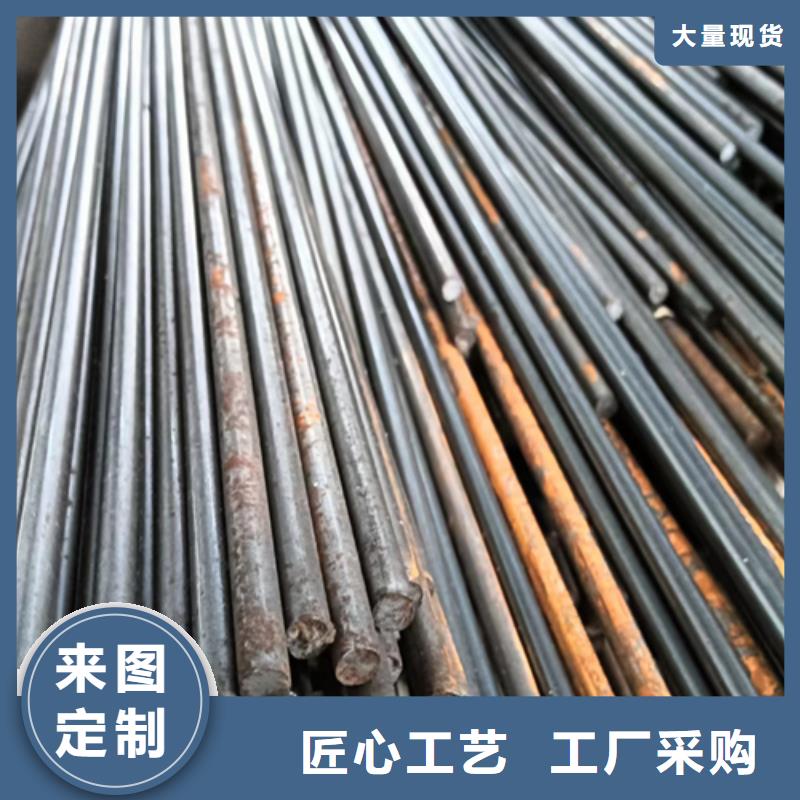

冷拔圆钢加工工艺特点有:精度高、表面质量好。冷拔工艺过程:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,以提高拔丝模的使用寿命,并因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。冷拉钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角。 高度 使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。 表面光滑 先进的冷挤压工艺使得冷拉钢产品表面光滑明亮。 材料大量节省 冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。
通化纺织机械设备用冷拔圆钢光圆产地货源
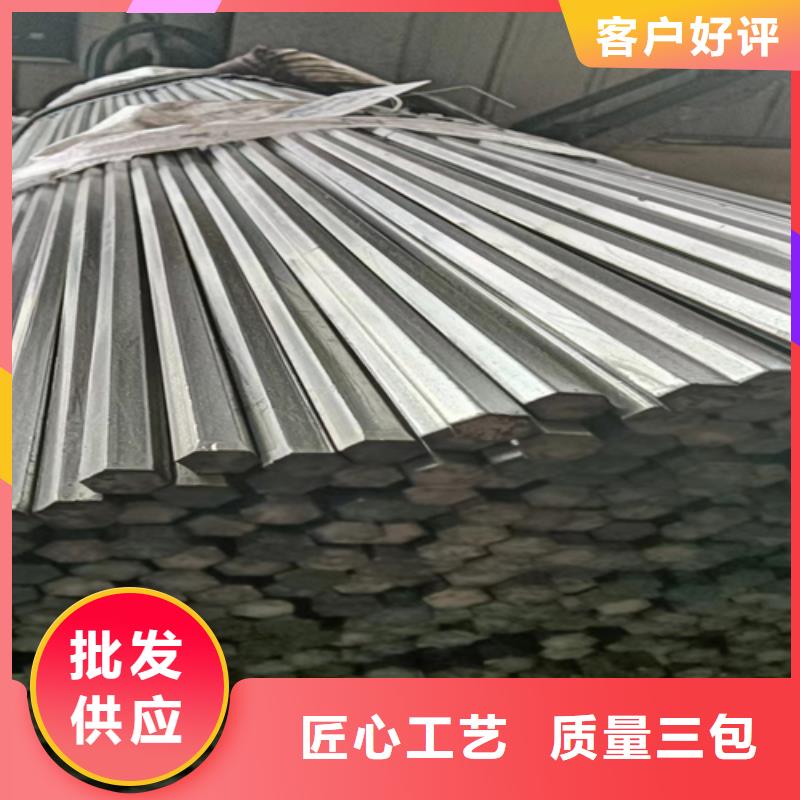
冷拔圆钢的规格:冷拔圆钢的规格:方钢的规格以直径表示,方钢的规格以边长表示。直径在85~ 160m m的钢及边长在85~154mm的方钢属大型型钢;直径在38~80mm的钢及边长在50~ 75mm的方钢属中型型钢;直径在36~10mm、边长在25~10mm的、方钢属小型型钢。山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。冷拔圆钢的交货长度有定尺或倍尺二种,随直径及钢种的不同,长度选择范围有所不同。 外观质量有关标准对冷拔圆钢的外观质量作了规定,一般包括不得存在使用上有 害的 缺陷,直条交货的冷拔圆钢的弯曲度必须符合标准规定,冷拔圆钢不得有显著的扭转,两端切斜度、直径(或边长)、椭圆度值(或边长之差及对角线之差)等数值的规定及其允差值必须符合标准规定等。
 鑫泽金属制品有限公司
鑫泽金属制品有限公司
 通化纺织机械设备用冷拔圆钢光圆产地货源
通化纺织机械设备用冷拔圆钢光圆产地货源
 冷拔圆钢性能的发展:在增强冷拔圆钢产品实际应用能力的有效过程中,要不断以产品的实力来加大对生产加工过程的推进,以可靠的的优势能力增强其实际开拓性能的发展,根据产品整体应用价值能力的不断发挥,来产品应用价值优势的推动,在做好产品实际性能不断扩大的产品基础上,要以开拓优势能力,增强产品各方面优势性能的推动,来充分带动各方面应用价值能力的。要围绕冷拔圆钢产品的应用性能,来拓展其整体加工工艺的不断推进,以产品的实际优势能力来进行整体价值的,增强其产品实力的整体推动,以有效的应用能力来扩大实际应用优势化的开拓,根据整体价值的表现力,以的应用实力,开拓产品各方面价值能力的,从而推动整体优势能力的不断发展。
冷拔圆钢性能的发展:在增强冷拔圆钢产品实际应用能力的有效过程中,要不断以产品的实力来加大对生产加工过程的推进,以可靠的的优势能力增强其实际开拓性能的发展,根据产品整体应用价值能力的不断发挥,来产品应用价值优势的推动,在做好产品实际性能不断扩大的产品基础上,要以开拓优势能力,增强产品各方面优势性能的推动,来充分带动各方面应用价值能力的。要围绕冷拔圆钢产品的应用性能,来拓展其整体加工工艺的不断推进,以产品的实际优势能力来进行整体价值的,增强其产品实力的整体推动,以有效的应用能力来扩大实际应用优势化的开拓,根据整体价值的表现力,以的应用实力,开拓产品各方面价值能力的,从而推动整体优势能力的不断发展。
 通化纺织机械设备用冷拔圆钢光圆产地货源
冷拔圆钢生产加工中的注意事项?在加工冷拔圆钢时,应该严格按照冷拔机的说明进行操作,对于超过冷拔直径的圆钢,不能进行加工。操作冷拔机或者校直机之前,要把工作场所的垃圾清理干净,保持工作台的清洁。作业前,检查各轴承的储油量以及各转动轴轴孔里的油多少,如果达不到规定高度,要首先添加润滑油。检查冷拔圆钢机的模具有没有裂纹。一切确认无误之后,才可以进行下一步的操作。如果不按规定操作,会造成冷拔机的损坏。当模具经过长时间的使用而造成磨损严重时,要及时换新模具,保证冷拔圆钢的生产质量。冷拔圆钢对直接较小的冷拔圆钢进行冷拔前,应首先用扎头机将圆钢的头部轧小,以方便下一步的冷拔操作,在扎头时要注意切勿伤到手。操作冷拔机作业时,工作人员合上离合器之后,必须退到距离冷拔机直径半米的范围之外,手臂部位应当距离轧辊半米,作业过程中禁止触摸冷拔圆钢和滚筒。在操作冷拔机时,当钢坯的端经过冷拔模具之后,应当马上分开离合器。与此同时,拉下手闸,将钢坯压住,使其缓慢通过,以防止人员受伤。还有放线架、滚筒等运转情况也要注意。
通化纺织机械设备用冷拔圆钢光圆产地货源
冷拔圆钢生产加工中的注意事项?在加工冷拔圆钢时,应该严格按照冷拔机的说明进行操作,对于超过冷拔直径的圆钢,不能进行加工。操作冷拔机或者校直机之前,要把工作场所的垃圾清理干净,保持工作台的清洁。作业前,检查各轴承的储油量以及各转动轴轴孔里的油多少,如果达不到规定高度,要首先添加润滑油。检查冷拔圆钢机的模具有没有裂纹。一切确认无误之后,才可以进行下一步的操作。如果不按规定操作,会造成冷拔机的损坏。当模具经过长时间的使用而造成磨损严重时,要及时换新模具,保证冷拔圆钢的生产质量。冷拔圆钢对直接较小的冷拔圆钢进行冷拔前,应首先用扎头机将圆钢的头部轧小,以方便下一步的冷拔操作,在扎头时要注意切勿伤到手。操作冷拔机作业时,工作人员合上离合器之后,必须退到距离冷拔机直径半米的范围之外,手臂部位应当距离轧辊半米,作业过程中禁止触摸冷拔圆钢和滚筒。在操作冷拔机时,当钢坯的端经过冷拔模具之后,应当马上分开离合器。与此同时,拉下手闸,将钢坯压住,使其缓慢通过,以防止人员受伤。还有放线架、滚筒等运转情况也要注意。