



精密钢管安裝产品质量检测
1、电焊焊接处不能电焊焊接立管,弯处避免有电焊焊接。
2、垂直安裝的立管每米偏差应小于3mm,水平安裝的偏差应小于1mm。
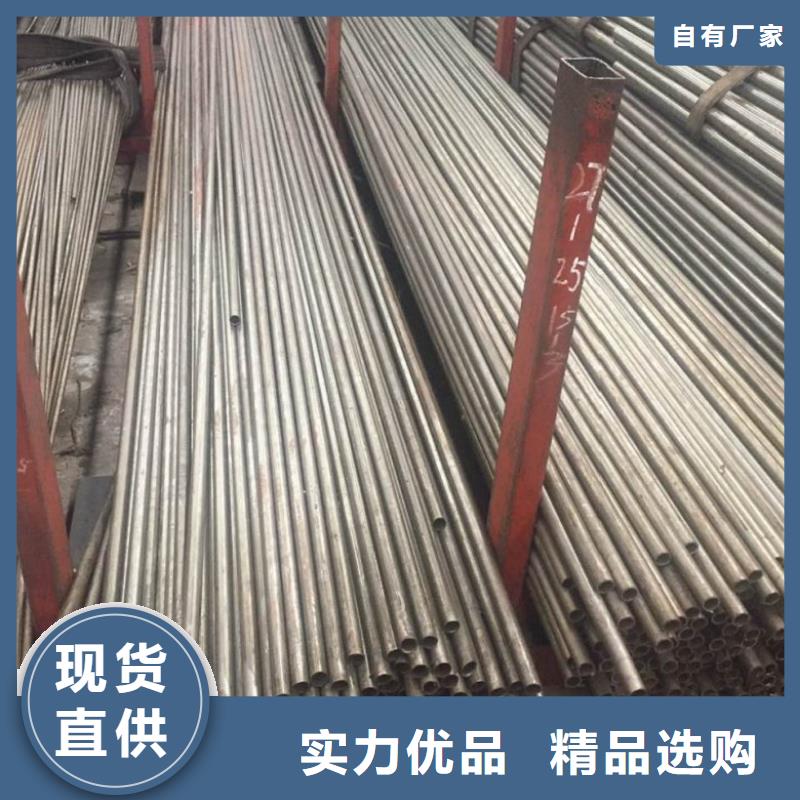
3、直缝焊管表面品质应光亮,不允许有伸缩式、间隙、分层级、搭焊等缺陷存在。直缝管表面的划道、刮伤、电焊焊接挪动、烧伤和结疤等轻微缺陷不能超过壁厚负偏差。
精密管在各行业中应用广泛,如石油、冶金行业、建筑工程、煤矿业业、港口、工业设备等行业
 根据冲洗结束后内窥镜检查情况,对45#精密管进行第二次酸洗,再利用高压水,对每根内壁进行不间断地冲洗,冲洗完成后再利用内窥镜对每根45#精密管子进行检查。小口径20#精密管是用管坯多次改拔而成,加工工艺复杂,出货较慢,精度高,成本高,所以卖价就高了。小口径20#精密管生产流程:管坯通过自动轧管机上继续轧制后经均整机均整壁厚,经定径机定径,达到规格要求。保证管子内部畅通利用连续式轧管机组生产热轧小口径20#精密管是较先进的方法冷弯不变形,扩口,压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。冷拔光亮20cr精密管的生产流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装。
大金钢管制造有限公司
天水16Mn精密钢管-精选厂家
精密管检查的方法:可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中*容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
常规正火工艺可完全精密钢管的魏氏组织使其屈服强度和抗拉强度的匹配更加合理屈强比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。
冷弯成型前对精密钢管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律;确定了精密钢管的常规正火工艺:加热温度(890±10)℃保温6min后散置空冷
根据冲洗结束后内窥镜检查情况,对45#精密管进行第二次酸洗,再利用高压水,对每根内壁进行不间断地冲洗,冲洗完成后再利用内窥镜对每根45#精密管子进行检查。小口径20#精密管是用管坯多次改拔而成,加工工艺复杂,出货较慢,精度高,成本高,所以卖价就高了。小口径20#精密管生产流程:管坯通过自动轧管机上继续轧制后经均整机均整壁厚,经定径机定径,达到规格要求。保证管子内部畅通利用连续式轧管机组生产热轧小口径20#精密管是较先进的方法冷弯不变形,扩口,压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。冷拔光亮20cr精密管的生产流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装。
大金钢管制造有限公司
天水16Mn精密钢管-精选厂家
精密管检查的方法:可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中*容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
常规正火工艺可完全精密钢管的魏氏组织使其屈服强度和抗拉强度的匹配更加合理屈强比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。
冷弯成型前对精密钢管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律;确定了精密钢管的常规正火工艺:加热温度(890±10)℃保温6min后散置空冷


| 产品参数 | |
|---|---|
| 产品价格 | 4500上下/吨 |
| 发货期限 | 3-7天 |
| 供货总量 | 9899899 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品品牌 | 大金钢管制造 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |