

唐山DN900球墨铸铁管厂家已认证 <唐山>鹏瑞管业有限公司
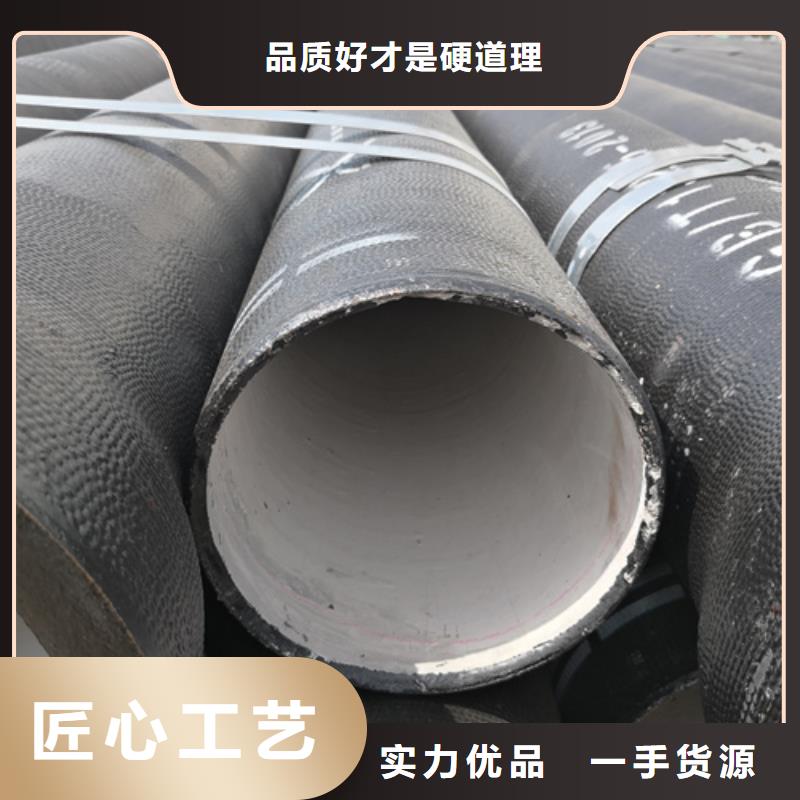
重稀土含镁球化剂用于厚壁球铁件,为了防止球化衰退和石墨畸变,还应当调低Si量,采取增加石墨球数,细化石墨球径的工艺手段。盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂、保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可精确控制残余镁量,具有一高三少即球化质量高、渣量少、温降少、污染少的特点。包芯线外皮为0.3mm厚的冷轧钢皮,芯材一般为含Mg25~30%,并有Ca、Ba、(RE)等的复合成分。喂丝法成本比冲入法低20~40%,对大批量生产的铸管厂、汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化、蠕化、孕育、脱硫、增碳和合金化等多个品种。鹏瑞管业球墨铸铁管

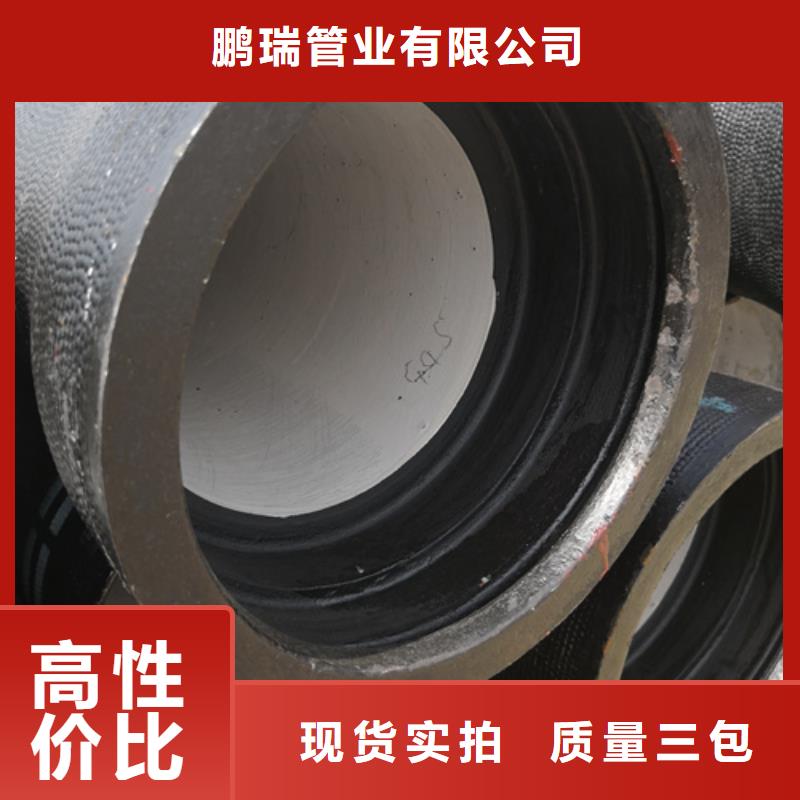
山东鹏瑞管业球墨铸铁管厂家的装卸方法1.在运输过程中,由于装卸方式的原因,可能会造成球体墨铸铁管座椭圆形,DN400管下方切断椭圆形,用特殊工具重新形成500mm以重新形成花园,然后在水泥衬里修复现场水泥砂浆的组成(重量比)如下:2份水泥,3份沙子,2份水,1份添加剂,搅拌均匀,清理沙子和修补前的碎片,然后用水浸湿周围的地方;注意不要积水,修复要平滑的表面,涂上健康的塑料薄片;2.管下方的凹槽根据管的中心线朝向水流方向定位。然后,根据高度将每根管插入前管座。观察小管是否插座导线就位。大管穿过管道中的界面间隙。小间隙应不小于3至5mm,从第二支管,2T-8T张紧导链悬挂在管体轴向两侧,以确保界面间隙均匀,并解决问题当设计有斜坡时,管道向下移动。有点问题。直线段不允许以上,下,左,右角度安装。例如,当地面角度必须偏转时,DN1400mm以下的旋转角度可以是1.5度到3度,DN1600mm以上的旋转角度不得超过1.5度;3.安装的管线不能处于蛇形状态。如果施工团队需要进行调整,请将管线保持在一条直线上;4.橡胶圈存放在阴凉密封的地方;5,球体墨铸铁管沟槽砂层应平整,不允许有大的局部凸起,应检查安装管道,看管道是否悬空;6.检查回填时管道是否移位,包括上下左右;7.回填要求:管线中心线以下200mm高度的高度应压实一次,土壤压实密度大于90%,高于中心线管线的500mm高度应压实一次,土壤压实回填时,密度大于85%由某人负责和监督;8.当有特殊要求时,可以预留接口部分,管体中部应完全回填,以避免管道在整个压力试验过程中浮动和管道
唐山DN900球墨铸铁管厂家已认证


