






角钢的机械性能(1)检验方法:①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。(2)性能指标:考核角钢材性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
焊条应根据镀锌方管的基体材质选用,坡口尺寸要适当资源趋紧,一般60~65°镀锌方管的焊接手法和普通方管相同,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝镀锌方管的焊接手法和普通方管相同,镀锌方管钢材焊接手法与一般的低碳钢是相同:在焊多层焊的 层焊缝时居高不下,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,可将坡口内的镀锌层以后再焊。在实际监理工作中,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝镀锌方管的焊接手法和普通方管相同,一般低碳钢由于考虑易操作性,在焊之前跌跌不休,选用J422较为普遍。
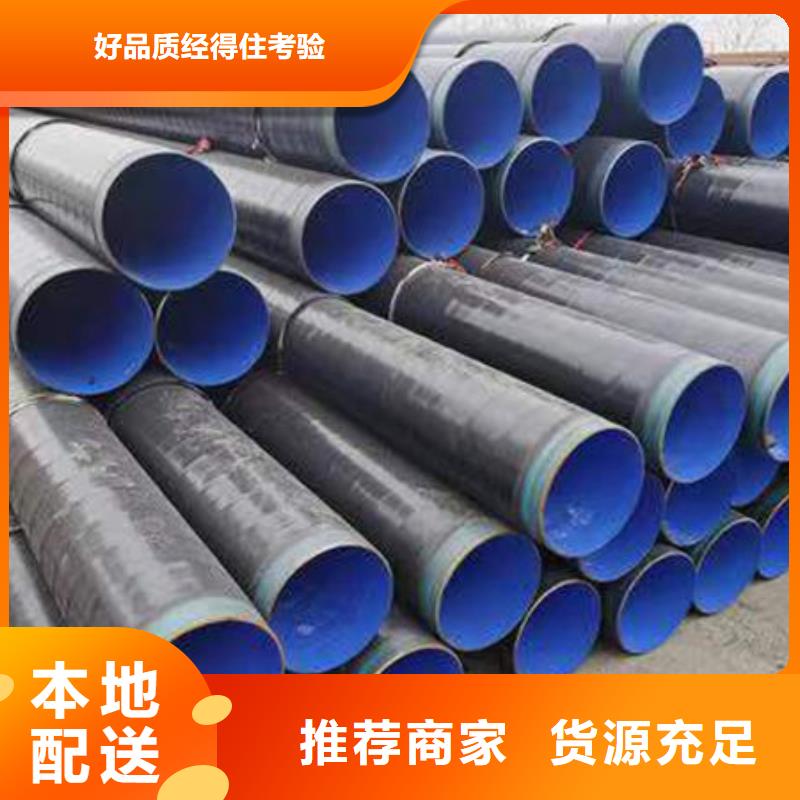
螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
彩钢瓦安装前工程四面坡1: 蓝虚线和红虚线分别为横竖向骨架。2: a 距离以50CM为佳。3: b距离以50-70CM为佳。两面坡⒈选择骨架的钢材料,木结构及钢结构都适合。⒉施工的表面需整理平整。⒊骨架材料的规格: 木料规格为45MM×45MM以上,钢材规格为40MM×40MM以上。⒋ 骨架纵向的间隔应保持在50CM~70CM之间,横向的间隔必须是25CM的倍数,不要大于50M,尽量紧密使用螺钉,焊接牢固。