

云海旭金属材料有限公司
直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。
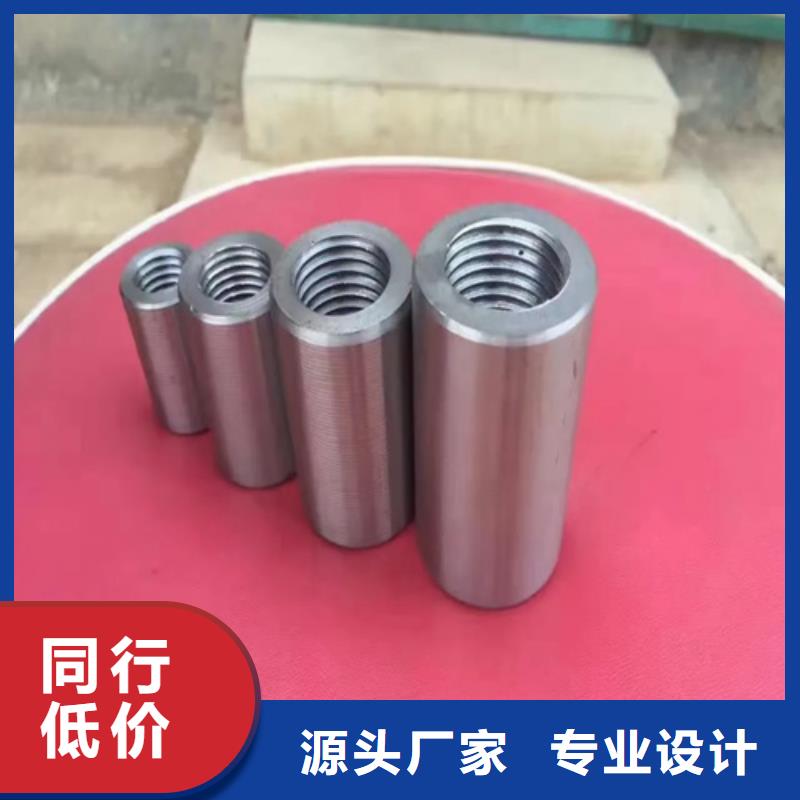
 钢筋套筒价格产品种类
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。
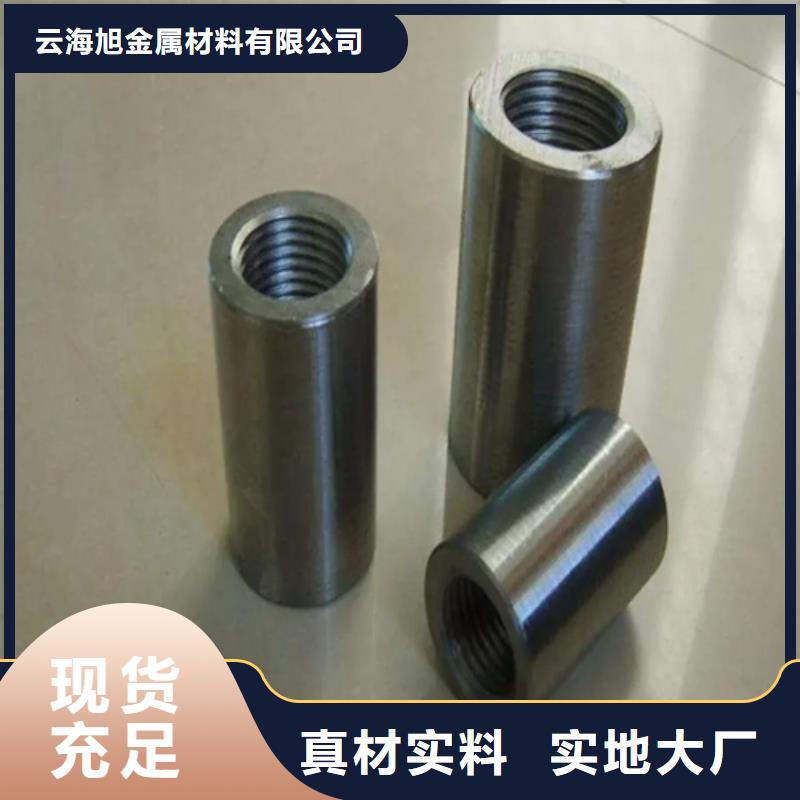
钢筋套筒价格产品种类
钢筋套筒工艺操作要点1)钢筋螺纹加工① 加工钢筋螺纹的丝头、牙形、螺距等必须与连接套牙形、螺距一致,且经配套的量规检查合格。② 加工钢筋螺纹时,应采用水溶性切削润滑液;当温度低于0℃时,应掺入15%—20%亚硝酸钠,不得用机油做润滑液或不加润滑液套丝。③ 操作人员应逐个检查钢筋丝头的外观质量并做出操作者标记。④ 经自检合格的钢筋丝头,应对每种规格加工量随机抽检10%,且不少于10个,如有一个不合格,即对该加工批全数检查,不合格丝头应重加工,经再次检验合格后可使用。⑤ 已检验合格的丝头,应加以保护戴上保护帽,并按规格分类整齐待用。

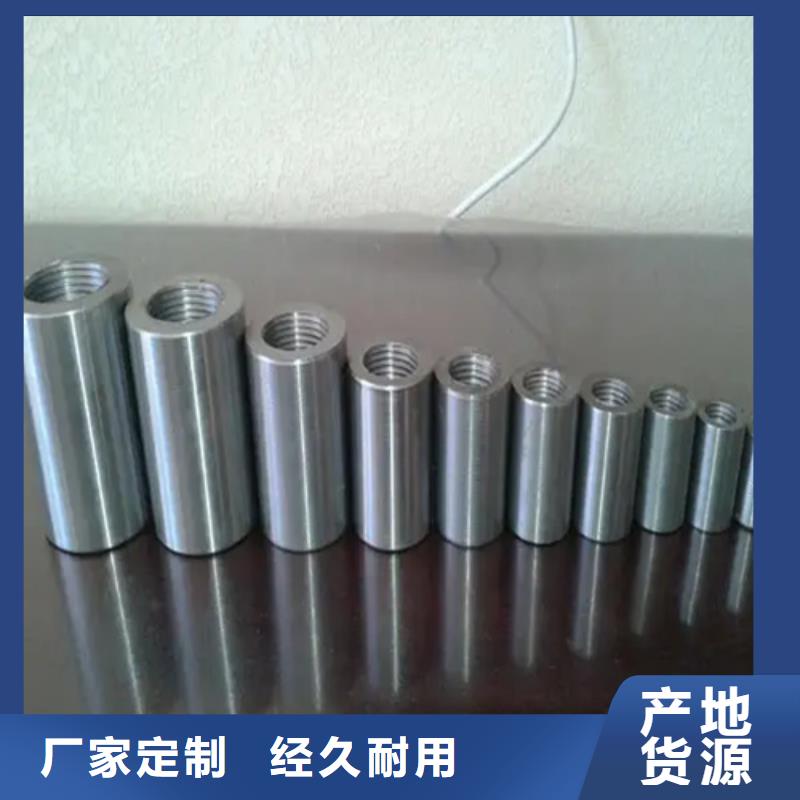
 钢筋套筒端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣采用砂轮切割机或其他专用切断设备,严禁气割。2、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。3、丝头质量检验:操作者对加工的丝头进行的质量检验。4、带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样检验。6、存放待用:按规格型号及类型进行分类码放.
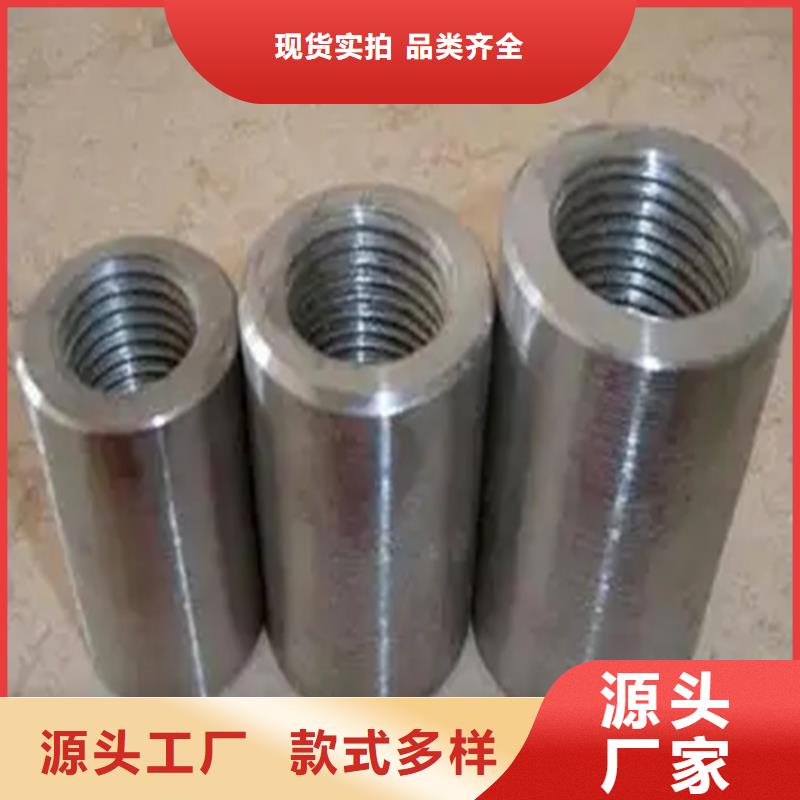
钢筋套筒端面平头:平头的目的是让钢筋端面与母材轴线方向垂直,宣采用砂轮切割机或其他专用切断设备,严禁气割。2、剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。3、丝头质量检验:操作者对加工的丝头进行的质量检验。4、带帽保护:用专用的钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹被磕碰或被污物污染。5、丝头质量抽检:对自检合格的丝头进行的抽样检验。6、存放待用:按规格型号及类型进行分类码放.


| 产品参数 | |
|---|---|
| 产品价格 | 1元/个 |
| 发货期限 | 1-7 |
| 供货总量 | 50000 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 齐全 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |