

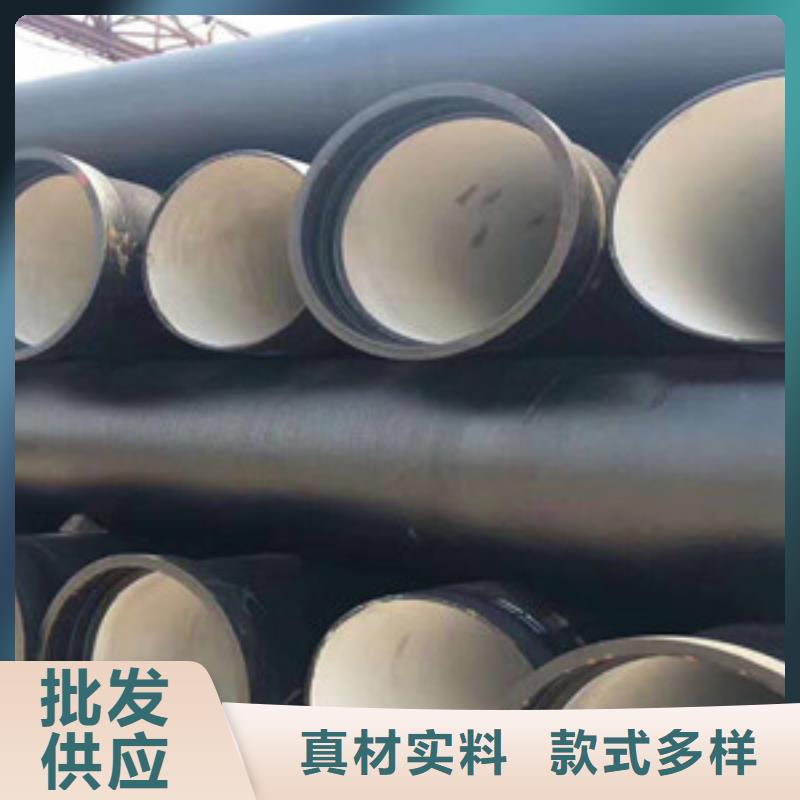








球墨铸铁管的壁厚:当球墨铸铁管铸件表面形成硬壳后,内部的金属液温度越高,液态收缩***越大,所以缩孔、缩松的容积***值和相对值都会增加。若壁厚变化太突然,孤立的厚断面得不到补缩,会使产生缩孔缩松的现象倾向增大。稀土和镁:稀土残余量过高会恶化石墨形状,降低球化率,因此稀土含量不宜太高。而镁又是一个强烈稳定碳化物的元素,阻碍石墨化。由此可见,残余镁量及残余稀土量会增加球铁的白口倾向,使石墨膨胀减小,故当它们的含量较高时,亦会球墨铸铁管增加缩孔、缩松的现象。
碳当量:如果提高碳量,***增大了石墨化膨胀,则可减少缩孔缩松的现象。提高碳当量还可以提高球铁的流动性,有利于补缩。提高碳当量时,不应使球墨铸铁管铸件产生其他缺陷。
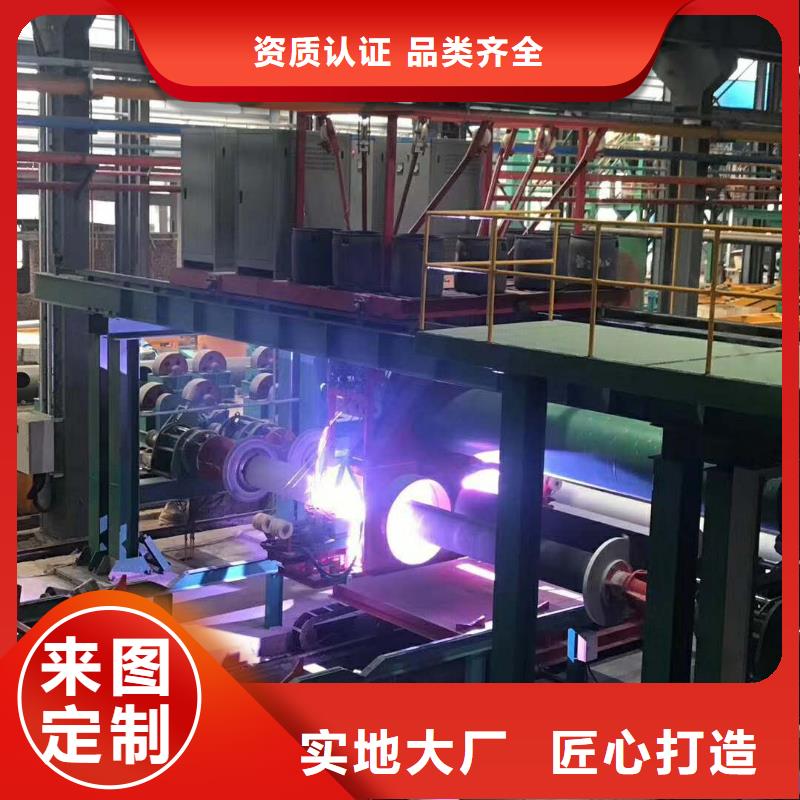
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
山东聊城格瑞球墨铸铁管在一些特殊地势, 的办法还是采用相应视点的弯头球墨铸铁管(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。球墨铸铁管为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位)。球墨铸铁管用冷胶粘结成形。球墨铸铁管考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。李新创指出,球墨铸铁管当下钢铁去产能还存在针对性不强的问题,需要引起关注。
球墨铸铁管道接口完成今后,运用较短的管甲、短管乙以及盲板将试压管段两头及三通处封闭,试压球墨铸铁管段除接口外去填土至管顶以上50公分并夯实。在做好后背以及闸口、三通等管件的加固。由低点进水,高点去排气,注满水之后浸泡在二十四小时今后,在试验的压力下10min降压不大于0.05Mpa时,水压试验时,后背、支撑、管端等邻近不得站人。查看应在中止升压的时后去进行。应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法;即为合格。水压试验应当逐步的升压,咱们每次升压以0.2Mpa为宜,每次升压今后,稳压查看没有问题时再继续升压。冬天进行水压时应采纳防冻措施。可将球墨铸铁管价格道回填土适当加高,用多层草帘将露出的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。