







对十堰精密管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。
十堰精密管如果不酸洗、表面可能有氧化物和油污,磷化液核能无法将它们除去,磷化质量会降低。
十堰精密管热处理过程:
十堰精密管真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式。
油淬易引起工件表面变质。由于表面活性大,十堰精密管在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。
十堰精密管真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬,但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。
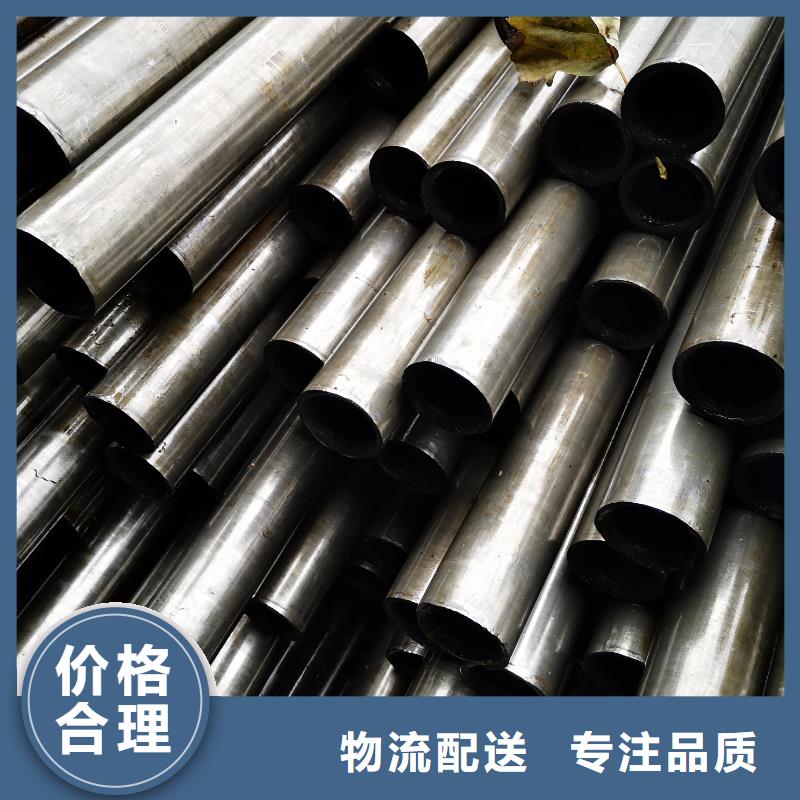
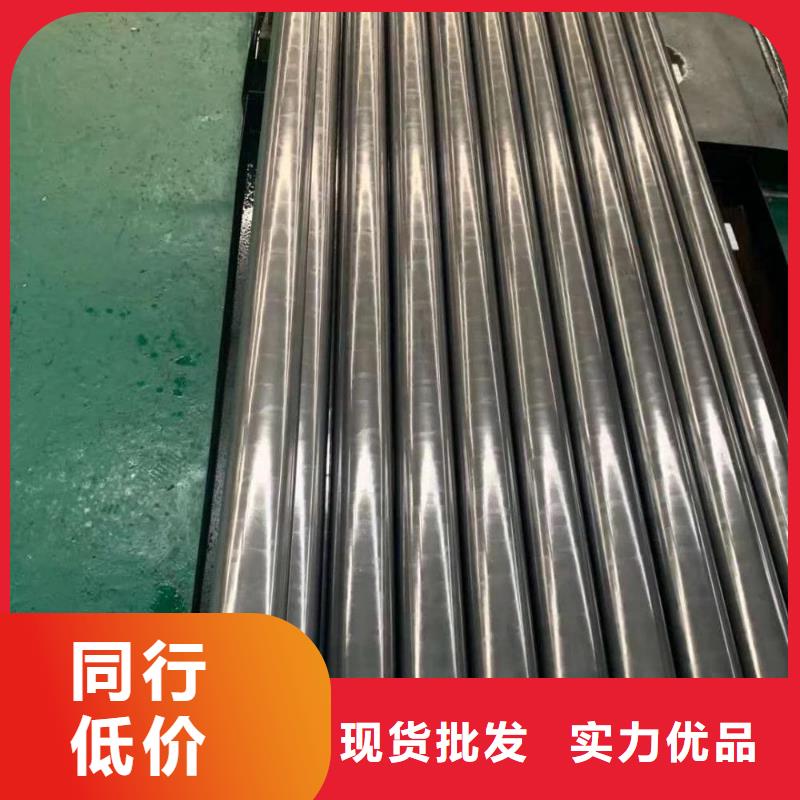
十堰精密管的特点:
十堰精密管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。
十堰精密管酸洗的方法:
十堰精密管清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。
对十堰精密管表面进行除油、除锈,以便进行下道工序处理做准备。在生产过程中,酸洗过程就是为了去除表面氧化皮,后经过润滑处理,再进行拔制深加工。
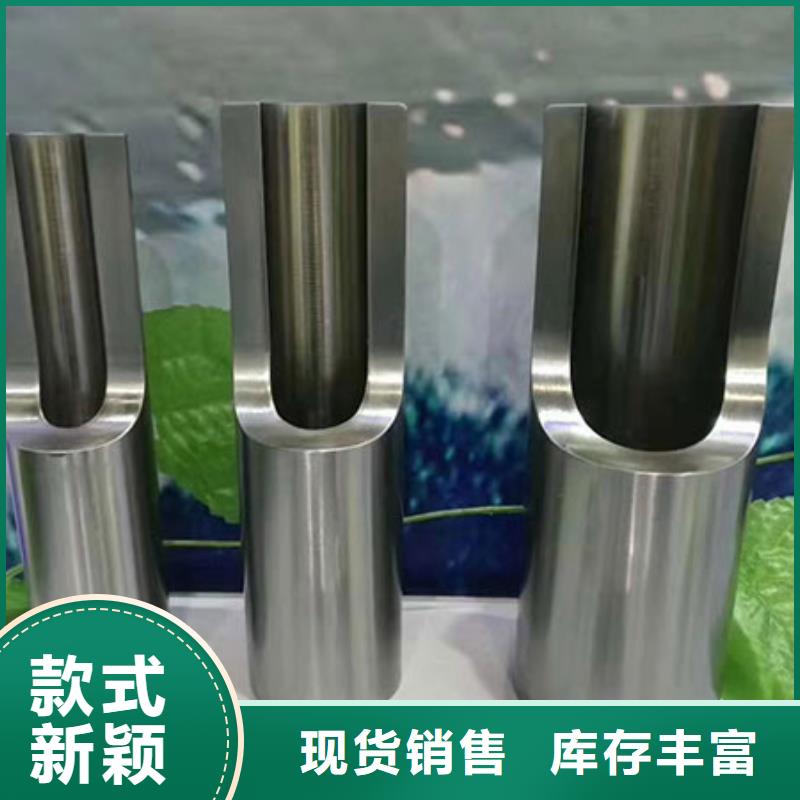
十堰精密管内孔的测量可以采用精密管直接测量、间接测量和综合测量等测量方法。
十堰精密管直接测量
利用两点或三点定位,十堰精密管直接测量出孔径的方法也是常用的孔径测量方法。根据被测孔径的精度等级、尺寸和数量大小可以采用能测孔径的通用长度测量工具,例如游标卡尺(见卡尺)、工具显微镜、 比长仪、卧式测长仪(见测长机)、卧式光学计(见比较仪)和气动量仪等;也可采用专用的孔径测量工具例如内径千分尺、内径百分表和千分表、内径测微仪、电子塞规和利用气动、光学、电学等原理的孔径量仪等。
十堰精密管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点。
十堰精密管的适用范围:
十堰精密管是一种无铬多元素贝氏体型热强钢。钢中虽然不含铬,但由于多元素综合作用,使钢具有较高的热强性、抗氧化性和组织稳定性。可作使用温度为580℃的锅炉过热器管,也可用于压力容器等。
十堰精密管的热处理规范:
热处理规范:正火970~1010℃,保温时间按1.5min/壁厚mm,但不小于20min。760~780℃回火,3h。
清理十堰精密管注意事项:
1、要严格控制处理液的温度与操作时间;
2、酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗;
3、生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。
十堰精密管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录;
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出 点、小点;
③钢管长度检查:钢卷尺、人工、自动测长;
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度;
⑤钢管端面坡口角度和钝边检查:角尺、卡板。
十堰精密管表面质量检查:100%
①人工肉眼检查:照明条件、标准、经验、标识、钢管转动;
②无损探伤检查:
a. 超声波探伤UT:
十堰精密管对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。
b. 涡流探伤ET:(电磁感应);
c. 磁粉MT和漏磁探伤。
十堰精密管的材质:
十堰精密管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr,是一种精密度较高的钢管材料,一般都要经过精拨或冷轧处理。
