





河北石家庄钢筋笼滚笼机生产厂家


全自动石家庄钢筋笼绕筋机操作流程1、变换规格调节滑块位置时,一定要确认螺栓已紧固,以免焊接过程中滑块飞出。2、当设备运行出现异常时,应立即停车检查故障原因所在,待故障排除之后重新起车焊接。在维修或调整设 备(包括调节行程开关及接近开关位置)应将设备的所有电源全部切断,方可进行调节或维修,严禁在设备带 电状态下进行调整。3、设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋系统,不得跨越环筋),以免发生危险。4、滚焊机在焊接过程中,操作工必须时常注意设备的运行状况,不得远离设备而干其他工作。5、设备必须接地良好,在工作过程当中一旦发现设备漏电, 应立即停车切断所有电源,待故障排除后方可继续工作。6、必须做好设备的维护和保养,这点需注意的事情是平时机械一定要定期的维护和保养。
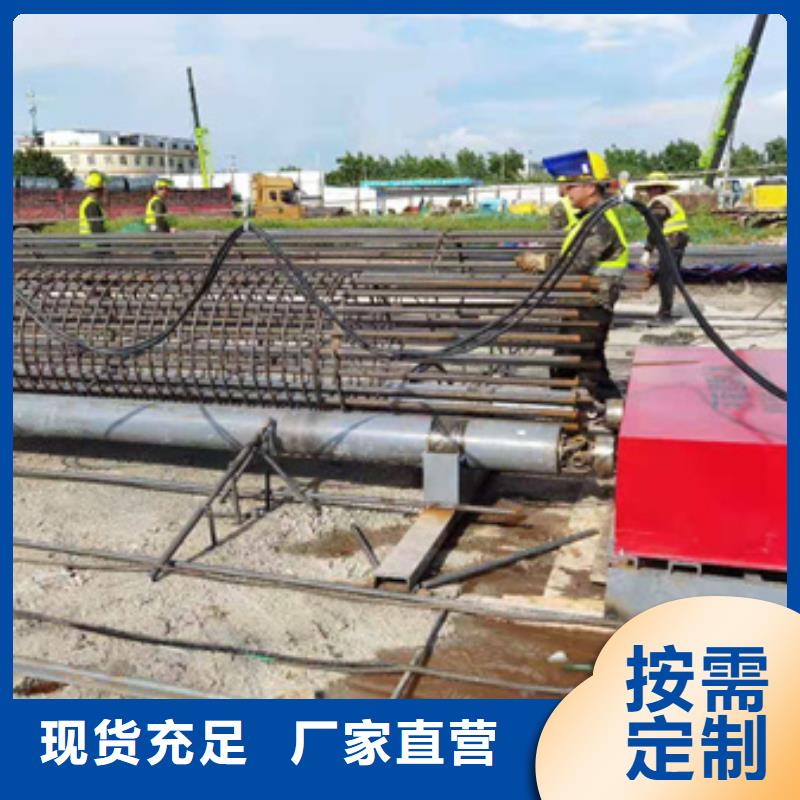
石家庄钢筋笼绕筋机参数型号;GLJ-3000加工范围;钢筋笼直径φ600---φ1500mm 长度12m绕筋线速;0---15.4m/min ( i=59*1.25=73.75 )小车速度;0---1.38m/min ( i=593 )胶辊电机;Y90L-4 功率4kw小车电机;Y90L-4 功率1.5kw整机重量;3500kg石家庄钢筋笼绕筋机优势1,石家庄钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,石家庄钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,独立施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。石家庄钢筋笼绕筋机,是建筑行业中以手工工艺制作的各种圆型钢筋笼,采用半自动的方法去完成其绕筋成型整个工艺过程的专用机械装备(亦可在胶辊上制作骨架)。广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。
三、石家庄钢筋笼绕筋机加工钢筋笼的精度保障: 由于钢筋笼对于箍筋之间的间距精度要求非常高 所以一般作钢筋笼很难现代化施工要求。而凯瑞德生产的数控石家庄石家庄钢筋笼绕筋机,是在工业PLC上设定间距参数,由PLC控制行走于变频电机的转速。从而有效保证其加工出来的产品。四、石家庄石家庄钢筋笼绕筋机的加工特性: 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了

操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,石家庄钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
