
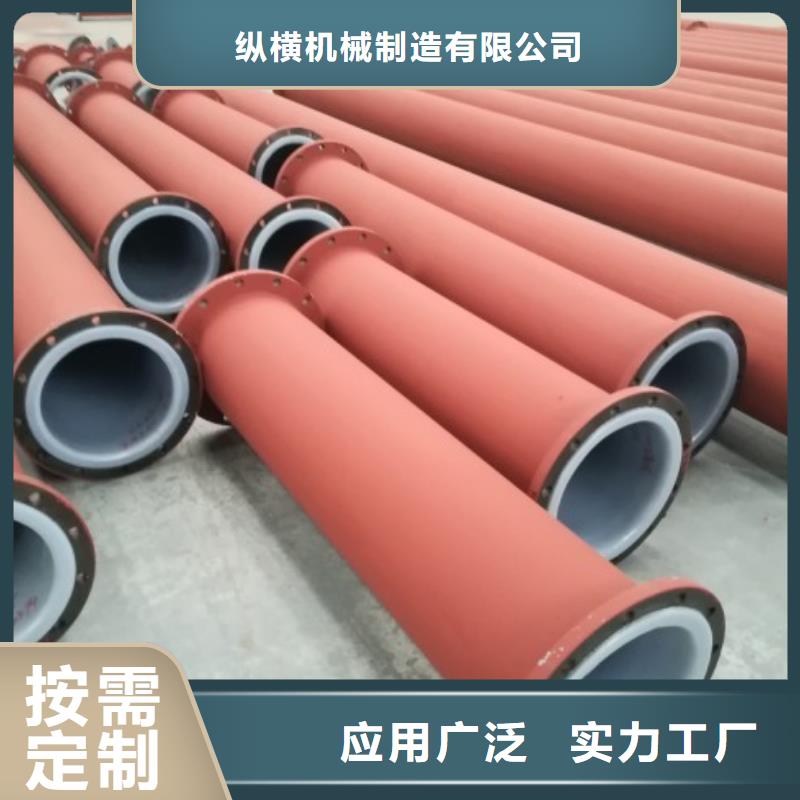




纵横机械制造有限公司自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 山西衬四氟管产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。



浆液管道使用防腐衬塑管道性价比明显
浆液管道设计时应充分考虑工作介质对管道系统的腐蚀与磨损,一般应选用钢塑复合管、衬塑管道或玻璃钢管道。管道内介质流速的选择既要考虑避免浆液沉淀,同时又要考虑管道的磨损和压力损失尽可能小。阀门的通流直径宜与管道一致。浆液管道上应有排空和停运自动冲洗的措施。
有关浆液管道的材质选择上,主要考虑防腐耐磨的问题,自流的问题和维修的问题。所以,一般浆液管道采用衬塑管道或者非金属管道。而自流的问题,主要是要大角度才行。这样,可以使自流顺利。维修的问题,主要是衬塑管件均采用法兰连接,这样有问题后可以方便安装和维护。
石膏浆液管道是可以采用衬塑管道的,那么衬塑管道和衬胶管道有什么区别呢?其实衬塑管道和衬胶管道区别就是碳钢管道内衬料的区别,衬塑管道要比衬胶管道要便宜一些,一般选择都是衬塑管道,考虑成本和运行状况等情况。
浆液管道采用常规的钢衬塑管道就行了,只是说选择流速的时候要注意,尽量取得大一些,这样就可以防止结垢等现象,衬塑管道安装要注意步步高,或步步低,尽量避免口袋弯。
衬塑弯头要采用大半径的弯管,至少R=6DN。衬塑管件也要注意安装时使用专用的橡胶密封垫片。避免由于安装造成管道泄漏问题,严格来讲关于浆液管道设计的规范标准,国内没有系统的,建议按《ASME B31.11 浆液输送管道系统》进行设计。我公司就是专门做这种材质的衬塑管道厂家,您的选择很重要。相您会做出正确的选择。
盐水管道应选用衬塑钢管使用效果好
盐水溶液的腐蚀特点:
我们通过对热电厂化工厂现场了解发现盐水对碳钢管道的腐蚀和冲刷严重,离子膜法烧碱中盐水管道通常采用衬塑管道或非金属管道。衬里管道有钢衬聚乙烯(20/PE)、钢衬聚丙烯(20/PP)、钢衬聚烯烃(20/PO),其中钢衬聚烯烃(20/PO)效果较好。衬塑管道的使用寿命关键在于衬里工艺和质量。选择好的衬塑管道厂家就是管道质量保障。
下面我们来看看盐水溶液对衬塑管道衬里的渗透破坏:
酸性的饱和食盐水溶液中含有的盐酸、氯酸和氯酸盐对衬里的腐蚀性并不是很强。但是,盐水是一种强的渗透性介质,当衬里层存在结构或施工孔隙时,盐水会透过衬里层,并随着温度的下降而逐渐结晶并增大体积,较后导致衬里层破裂。如果衬塑管道施工工艺不达标或者衬塑钢管材质不符合工艺要求,那么生产出来的衬塑管件如何能输送这么腐蚀性极强的液体呢?所以说一个能保证管道系统运行的法宝就是衬塑管道必须质量稳定,性能优良,可靠,综合性价比高。利可轻,料必厚;名可轻,德必重!衬塑管道厂家期待您的光临,让我们携手合作共同为环保事业贡献一份力量。



