




航萧管件
 山西钢轨煨弯-钢轨煨弯现货
山西钢轨煨弯-钢轨煨弯现货
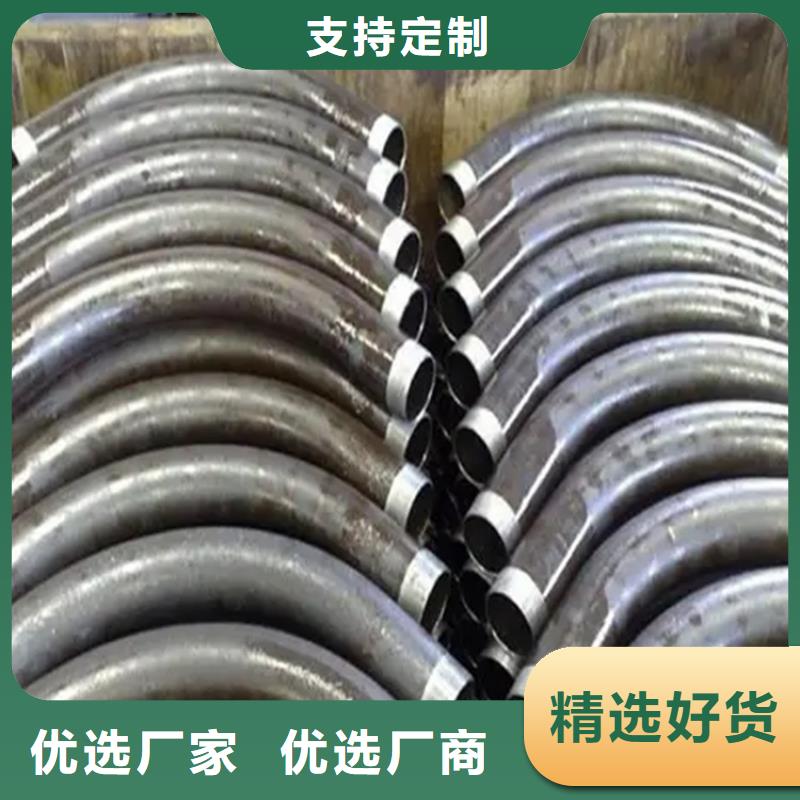
 根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。
煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。
异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。
扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。
煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。
异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。
扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。
 如何操作全自动弯管机?
全自动弯管机的使用其实就是通过对主油缸进行升降,当主油缸升降到一定高度时,松开手把,暂停几秒钟,减少回弹,这时可以用角度来测量尺寸来控制冷弯管的角度,然后上提主油缸底座控制手把,同时释放油缸动力,通过全自动弯管机上的台钳来控制手把。
全自动弯管机在运行时,每一个冷弯管开始弯曲时,前、中、前均需一次测平,这样可以减少由于各种因素引起的对弯管角的影响。弯管的工作原理其实非常简单,但其应用非常广泛。
弯管在现实生活中有很多地方会用到;例如制造飞机,跟随社会的发展,科技的进步,人们的生活水平的提高,开在路上的私家车也越来越多,在汽车的生产零件上就需要弯管,有些洗手间需要弯管,有些洗手间需要弯管,有些洗手间还需要弯管,比如浴缸手把等等,所以,弯管的使用与人类的生活息息相关。
高难度的管件,全自动弯管机也可以轻松驾驭,通过材料加工处理,可有效防止管件在运行和使用过程中管道产生的不良反应,在内地主要用于桥梁、船舶、钢板结构、管道工程等,可有效防止或减缓管件变形。还可以用弯管机来做弯管。
如何操作全自动弯管机?
全自动弯管机的使用其实就是通过对主油缸进行升降,当主油缸升降到一定高度时,松开手把,暂停几秒钟,减少回弹,这时可以用角度来测量尺寸来控制冷弯管的角度,然后上提主油缸底座控制手把,同时释放油缸动力,通过全自动弯管机上的台钳来控制手把。
全自动弯管机在运行时,每一个冷弯管开始弯曲时,前、中、前均需一次测平,这样可以减少由于各种因素引起的对弯管角的影响。弯管的工作原理其实非常简单,但其应用非常广泛。
弯管在现实生活中有很多地方会用到;例如制造飞机,跟随社会的发展,科技的进步,人们的生活水平的提高,开在路上的私家车也越来越多,在汽车的生产零件上就需要弯管,有些洗手间需要弯管,有些洗手间需要弯管,有些洗手间还需要弯管,比如浴缸手把等等,所以,弯管的使用与人类的生活息息相关。
高难度的管件,全自动弯管机也可以轻松驾驭,通过材料加工处理,可有效防止管件在运行和使用过程中管道产生的不良反应,在内地主要用于桥梁、船舶、钢板结构、管道工程等,可有效防止或减缓管件变形。还可以用弯管机来做弯管。

