
别再错过任何细节!花费一分钟观看镀锌管有色金属真正让利给买家产品视频,让您的购买决策更加明智。
以下是:镀锌管有色金属真正让利给买家的图文介绍


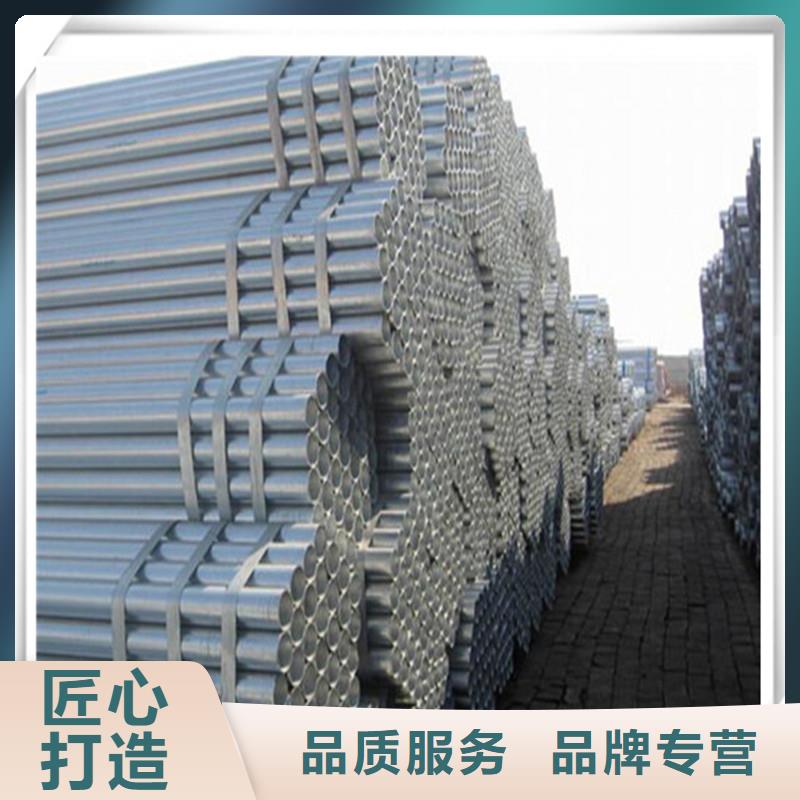
为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。
老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。
老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。
公称壁厚mm 2.0 2.5 2.8 3.2 3.5 3.8 4.0 4.5
系数c 1.064 1.051 1.045 1.040 1.036 1.034 1.032 1.028
钢的牌号:Q215A;Q215B;Q235A;Q235B
试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa。



多年来,琪钰钢铁贸易(上饶市分公司)始终坚持 T型钢产品质量的高标准和严要求,按照价实求生存、质量求发展的企业原则,重合同、守信用、讲诚信,结合先进的工艺技术和测试手段,求精求益求质量,赢得了许多的 T型钢回头客,深得各界的信赖和支持.



天津琪钰钢铁贸易有限公司是一家多元化的企业公司,成立于2017年9月,公司旗下涉及餐饮、酒店、物流、线材销售,冷弯型钢生产.公司位于天津市北辰区京津公路与九园公路交口往东300米处,公司毗邻天津外环线、津保高速、京津塘高速,交通十分便利. 我公司专业设计生产各种冷弯型钢,产品包括C型钢、Z型钢、U型钢、M型钢﹑L型钢、V型钢、镀锌C型钢、镀锌Z型钢、镀锌U型钢、镀锌M型钢﹑钢结构檩条C型钢(屋面檩条、墙面檩条)﹑加筋C型钢、双抱C型钢、单边C型钢、喷漆C型钢、叉车C型钢、打孔C型钢、不等边C型钢、直边C型钢、斜边C型钢、内卷边C型钢、内斜边C型钢、高速公路护栏、太阳能支架C型钢、建筑模板支撑C型钢、钢枕木C型钢、设备用精密C型钢



冷热镀锌区别
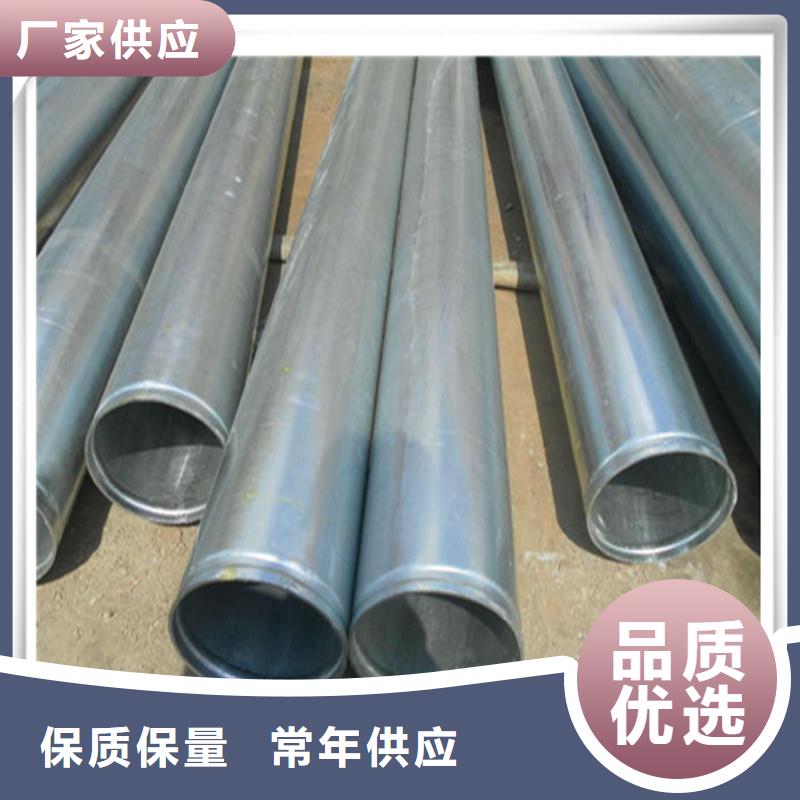
镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法 [1] 。
用途
由于镀锌方管是在方管上进行了镀锌的处理,所以使得镀锌方管的应用范围较方管有了很大的拓展。其主要用于幕墙,建筑,机械制造,钢铁建设项目,造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。
特性
镀锌其防护作用更强,抗腐蚀能力强。整个结构由锌,形成致密的四元结晶体,此结晶体在钢板上形成一层屏障, 因而有效的防止腐蚀因子穿透。 耐腐蚀性来自锌的障碍层保护功能强。当锌在切边、刮痕及镀层擦伤部份作牺牲保护时,锌便形成不能溶解的氧化物层,发挥屏障保护功能 [1] 。
镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层,以及薄壁管镀锌等皆须采用此法 [1] 。
用途
由于镀锌方管是在方管上进行了镀锌的处理,所以使得镀锌方管的应用范围较方管有了很大的拓展。其主要用于幕墙,建筑,机械制造,钢铁建设项目,造船,太阳能发电支架,钢结构工程,电力工程,电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场等。
特性
镀锌其防护作用更强,抗腐蚀能力强。整个结构由锌,形成致密的四元结晶体,此结晶体在钢板上形成一层屏障, 因而有效的防止腐蚀因子穿透。 耐腐蚀性来自锌的障碍层保护功能强。当锌在切边、刮痕及镀层擦伤部份作牺牲保护时,锌便形成不能溶解的氧化物层,发挥屏障保护功能 [1] 。

