





上饶弯管发货及时
航萧管件
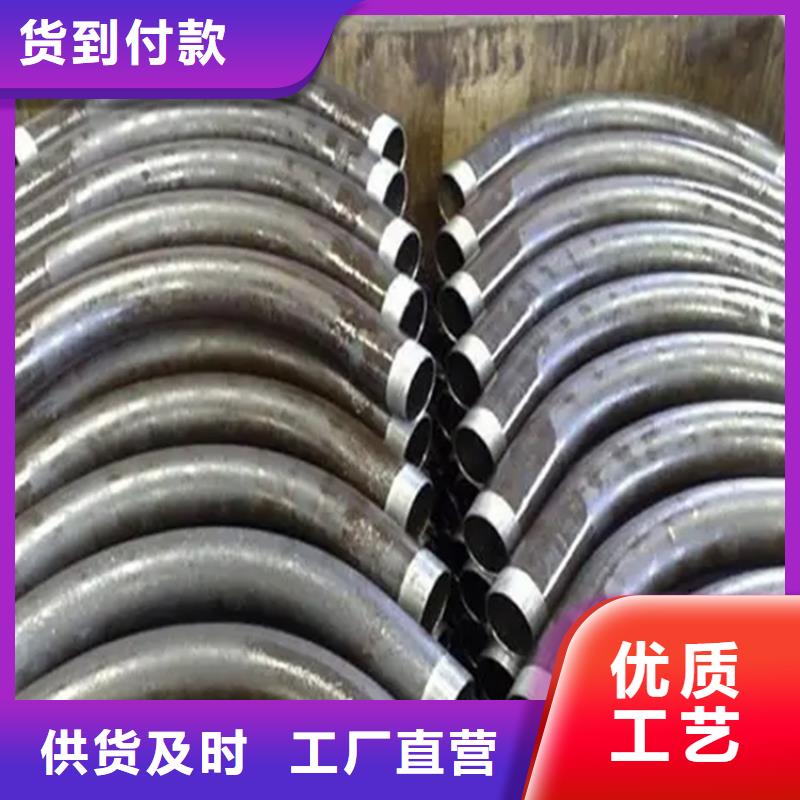
 弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。
弯管加工全过程中必须留意的流程。弯头和弯管全是用于更改管道方位的管道管件商品,在各种工程项目中弯管的应用总数要比弯头大许多 。弯头是历经适度弯折以合适应用的水管,弯管加工一般是依据特殊必须生产加工生产制造的。肘部和肘部长于肘部R高于肘部2倍r=1~2倍为肘部。
弯管加工全过程中冷煨弯头可以用水管,立即用数控弯管机弯做成型,一次性能够 生产加工弯头出去,并且无需二次防腐蚀,但弯管要生产厂家订制,要做防腐蚀,订购时间长;弯头价格对比弯管要低些。
当煨制弯头椭圆形率或皱褶不平度超出规范规定时,只有报费,再行煨制。原油化工管道选用加温方式煨制弯头时,以便降低圆钢管横断面的形变,应向管中灌进经加温风干的河沙,并随灌随敲击壁厚,以确保干砂填满填实。对煨弯头段的加温溫度要操纵在一定范畴内,过高、过低都是危害弯头的品质。选用冷拔煨制弯头时,模套采用要适合;针对较薄壁厚煨制弯头时,以便避免横断面形变,应选用管中灌砂、填满打实,再选装适合模套,开展煨制。
外径在200mm以下的工业配管,请尽量选择烧弯。在不可以选用煨制弯头的状况下,可选用焊制弯头。硬聚乙烯塑料软管做为给、污水管道时,能够 选用注塑工艺的急弯弯的头。外径超过200mm的卷焊直缝管,一般选用焊制弯头。

 高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。
高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。
高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。
