

商丘冷拔异型钢质量认证

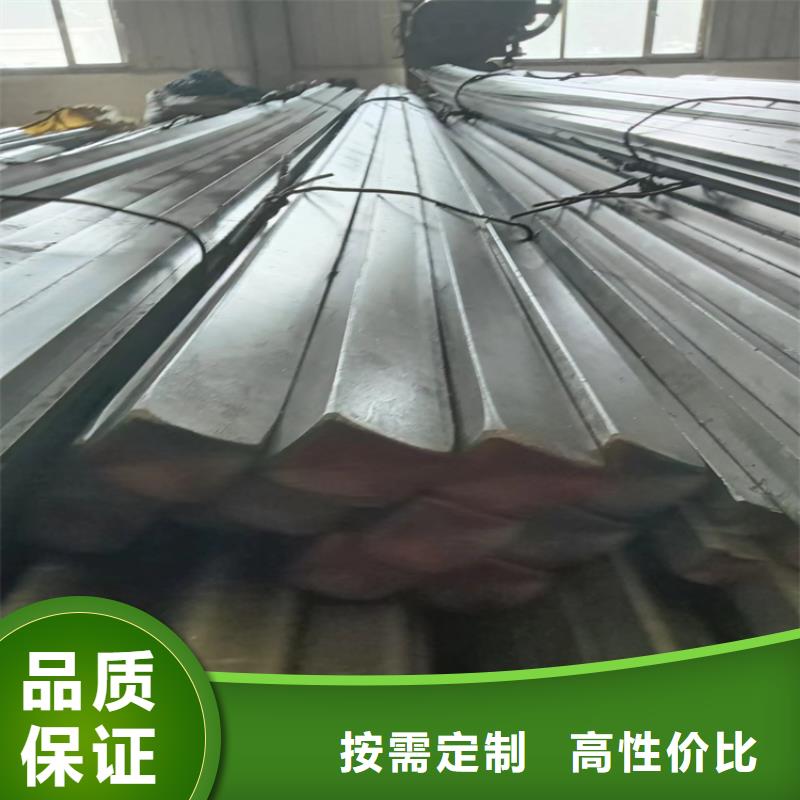
冷拔方钢在加工的时候,经常会遇到不同的情况,为了保证冷拔方钢的质量,要针对不同进行控制。主要包括以下几点:1、冷拔方钢应力控制 对于Ⅱ、Ⅲ、Ⅳ级钢筋和五号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,冷拉率超过了规范规定值,还要再进行机械能实验。 2、冷拔率测定控制要求 以冷拉率控制钢筋冷拉时,控制值要由试验确定。冷拉型钢试验测定时要求:同炉同批的测定试件,不能少于四个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于百分之一时,在钢筋冷拉时,仍要按百分之一的冷拉率控制。 3、不同炉批的冷拔控制 对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。 4、冷拔速度控制 要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5~1为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉两到三以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。

 商丘冷拔异型钢质量认证
<商丘>鑫泽金属制品有限公司
商丘冷拔异型钢质量认证
<商丘>鑫泽金属制品有限公司
 商丘冷拔异型钢质量认证
商丘冷拔异型钢质量认证

通过近期的一次市场调查回访,我们发现很多客户对冷拔方钢焊接接头的要求认识不清。今天,小编就把相关信息分享给大家,希望能引起大家的注意,让大家对冷拔方钢有一个深入的了解。这样大家在购买和使用冷拔方钢时就能做到心中有数,不怕上当受骗,希望对大家有所启发和帮助。穿孔等离子弧焊可焊接各种材料的2-10腿厚的平板,冷拔方钢焊接接头要求在平焊位置对接。可实现高速焊接,并具有足够的熔深,可实现单面焊接、双面成形。虽然影响焊接过程的因素很多,这些因素之间的关系也很复杂,但电弧功率为宏观判断性能提供了有用的证据。穿孔等离子弧焊接的缺点是容易产生咬边,但通过优化焊接参数和采用脉冲等离子弧焊接可以控制。事实上,等离子体存在于所有的电弧中,并且如第六章所讨论的,它可以通过强热压缩条件得到增强。因此,当TIG焊具有足够大的电流时,也可能具有穿孔焊的特点。
