您的位置>首页 >三亚当地今日热点 >
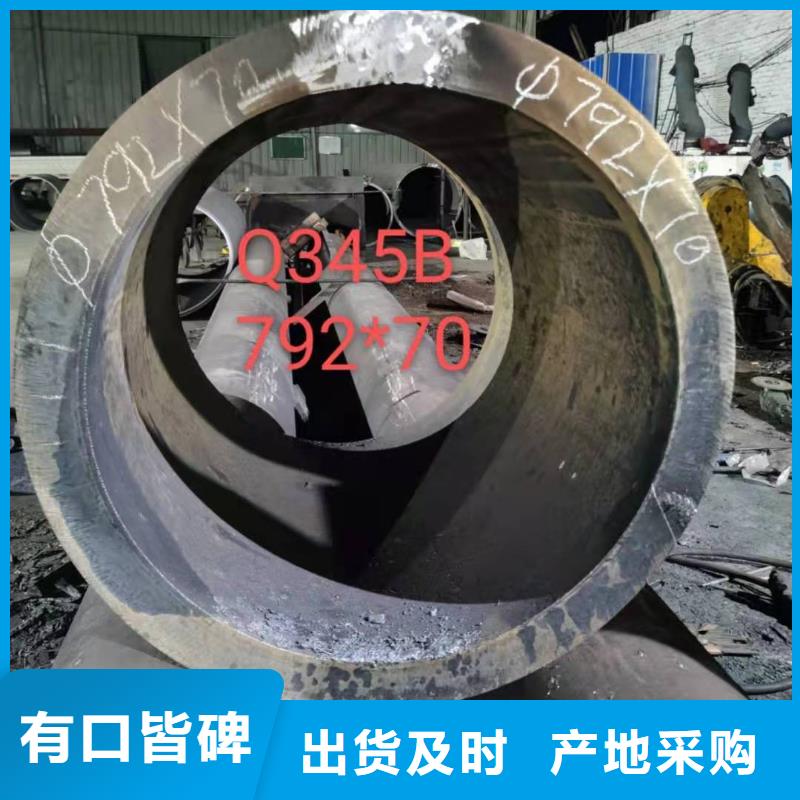
520*20大口径钢板卷管830*20大口径钢板卷管840*20大口径钢板卷管定制价格
更新时间: 2025-01-05 14:17:02 浏览次数:9
以下是:520*20大口径钢板卷管830*20大口径钢板卷管840*20大口径钢板卷管定制价格的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:520*20大口径钢板卷管830*20大口径钢板卷管840*20大口径钢板卷管定制价格的图文视频
导读 在海南省三亚市采购520*20大口径钢板卷管830*20大口径钢板卷管840*20大口径钢板卷管定制价格请认准山特金属制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-15206358344,QQ:940273024,地址:聊城经济开发区汇通国际金属物流园发货到海南省 三亚市 )。 海南省,三亚市 2022年,三亚市地区生产总值847.11亿元,同比下降4.5%。
钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。


<三亚>山特金属制品有限公司拥有完善的三亚滤水管厂家售前、售中、售后服务体系,我们一贯的宗旨是:“以质量求生存,以信誉求发展”,我们愿以:一切服务于客户,一切为客户着想。用好的质量、好的服务开拓创新,与客户携手共进,共图发展。欢迎选用我公司三亚滤水管厂家产品,来样定制,按需设计,更欢迎您来厂指导工作。为使我们的工作做的更好,请您提出宝贵的意见,客户满意是我们的宗旨,客户的要求是我们的目标。热烈欢迎广大朋友莅临指导。

总结 选购520*20大口径钢板卷管830*20大口径钢板卷管840*20大口径钢板卷管定制价格来海南省三亚市找山特金属制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-15206358344,{QQ:940273024},地址:[经济开发区汇通国际金属物流园]。