
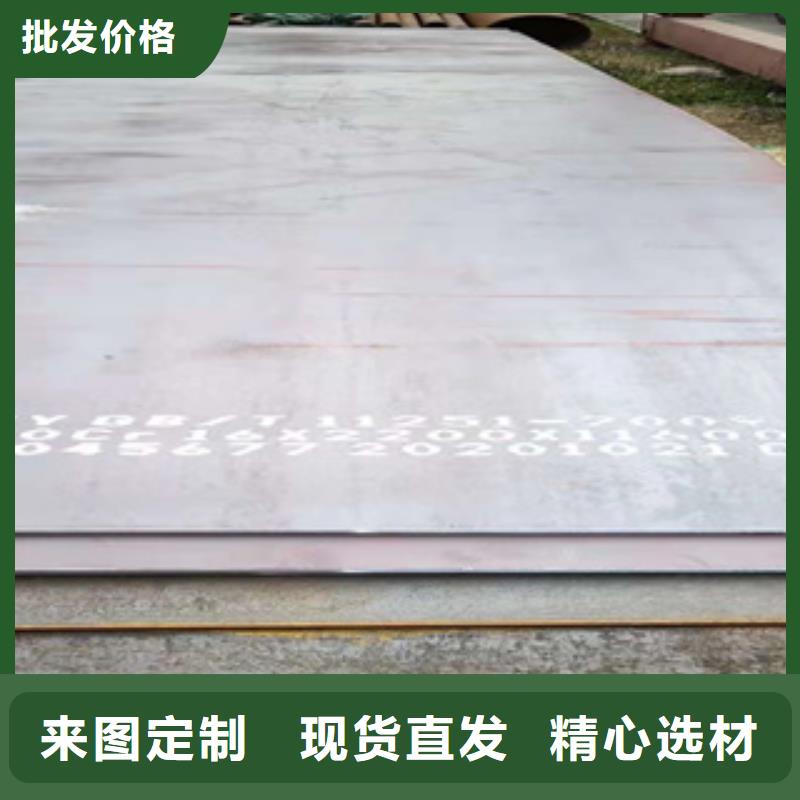
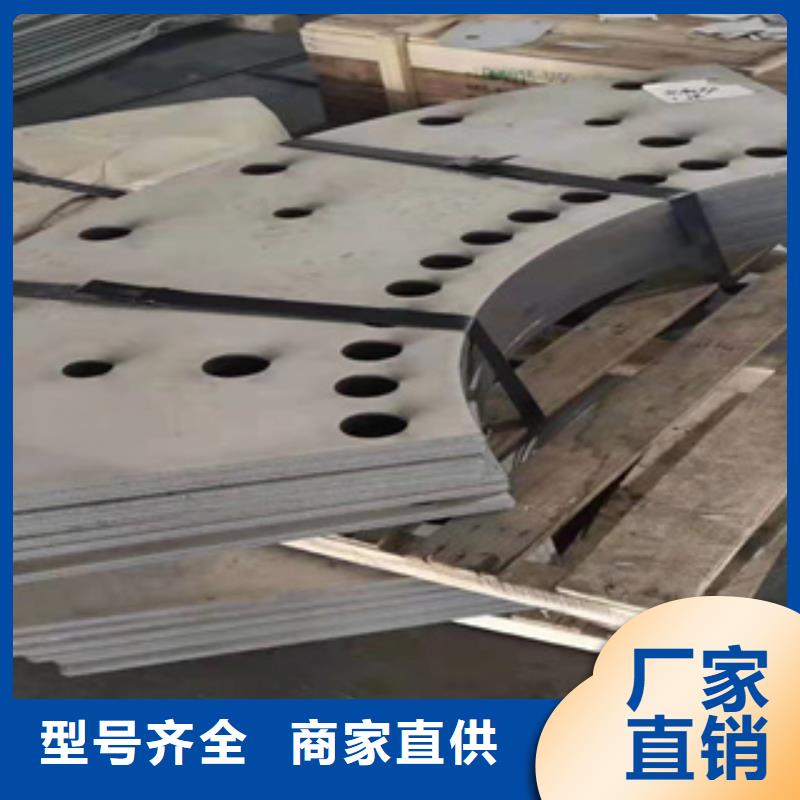








这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~4mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板的母板厚度为10mm,堆焊后的实际韧性区金属约减小20~35%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成复合耐磨板的断裂。 研究表明,堆焊层的裂纹数量越多,越细小,分布越广,则焊接应力释放的越,母板焊后变形越小,应用中越。另外,复合耐磨板的表面若是没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到要求。 焊接是一种使复合耐磨板之间形成 性连接的加工工艺和,在多种焊接方法中,以熔化焊的应用为广泛,而熔化焊中,主要的就是电弧焊。电弧焊以电极和母材之间产生的电弧作为热源的主要来源,来熔化耐磨板与母材,在母材上形成熔池,冷却后形成焊缝。 因此作为电弧焊的主要热源,电弧对于电弧焊有着至关重要的作用。电弧性指的是电弧在焊接过程中保持燃烧而不发生断弧、磁偏吹等现象的程度。燃烧的电弧具有熔滴过渡过程平稳,电弧弧长变化小,短路飞概较少等优点,所焊焊缝熔深、熔宽、余高都比较合适,焊缝成型美观,焊接质量高。