

更新时间:2024-12-27 22:43:25 浏览次数:23 公司名称: 太钢旭昇金属材料销售有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 15 |
| 发货期限 | 当天发货 |
| 供货总量 | 9999 |
| 运费说明 | 免费送货 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 厂家 |
| 产品材质 | 齐全 |
| 产品品牌 | 宝钢 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 天津 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 99999 |
| 适用领域 | 广泛 |
| 是否进口 | 否 |
| 质量认证 | 齐全 |
| 工作温度 | 800-1200度 |
| 厂家 | 天津,无锡,山东,温州 |
| 规格 | 齐全 |
| 材质 | 201,304,321,316L,347H,310S |








公司是一家集不锈钢管批发与材料加工为一体的大型实业公司。是国内宝钢,成都,衡钢,天钢,冶钢,山西太钢、昆山大庚、上海克虏伯、宁波宝新、广州联众、张家港浦项、青岛浦项的一级代理商,是瑞典AvestaPolarit、芬兰OUTKUMPU、西班牙Acerinox、南非哥伦布COLUMBUS、美国北美NAS、日本金属Nippon Metal Industry、日本冶金Nippon Yakin Kogyo、日本新日铁NSC等国外知名钢厂的特约经销商。公司加工中心位于无锡市,拥有高水平水刀切割机、等离子切割机、中板抛光机、磨砂机、压花机、大型数控铣床、镗床等诸多进口加工设备,可以按照客户需求提供多元化的个性服务。公司仓储中心提供24小时服务,并可为客户代理货物配送业务。
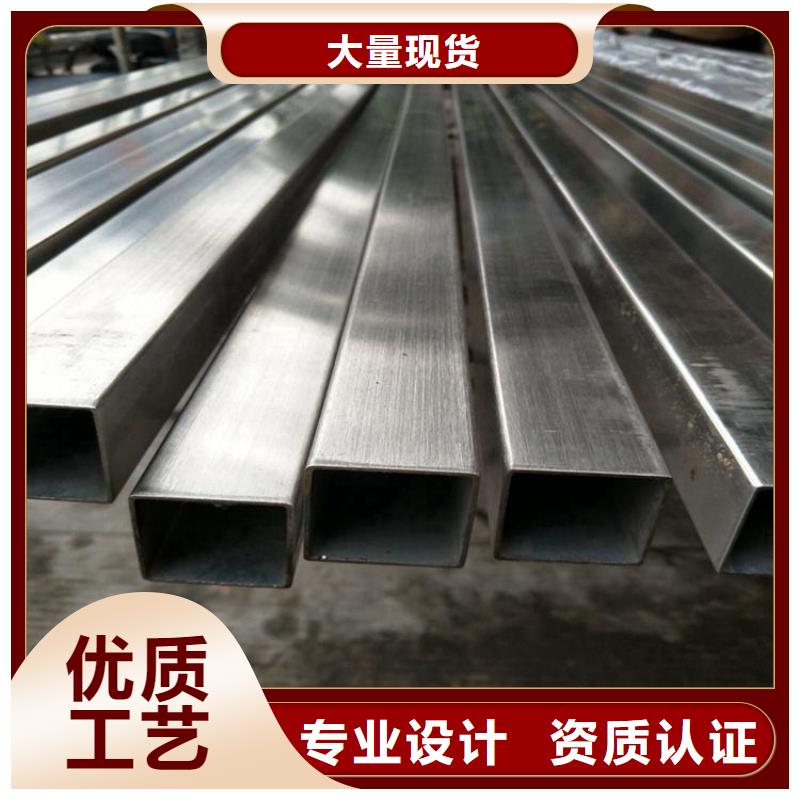
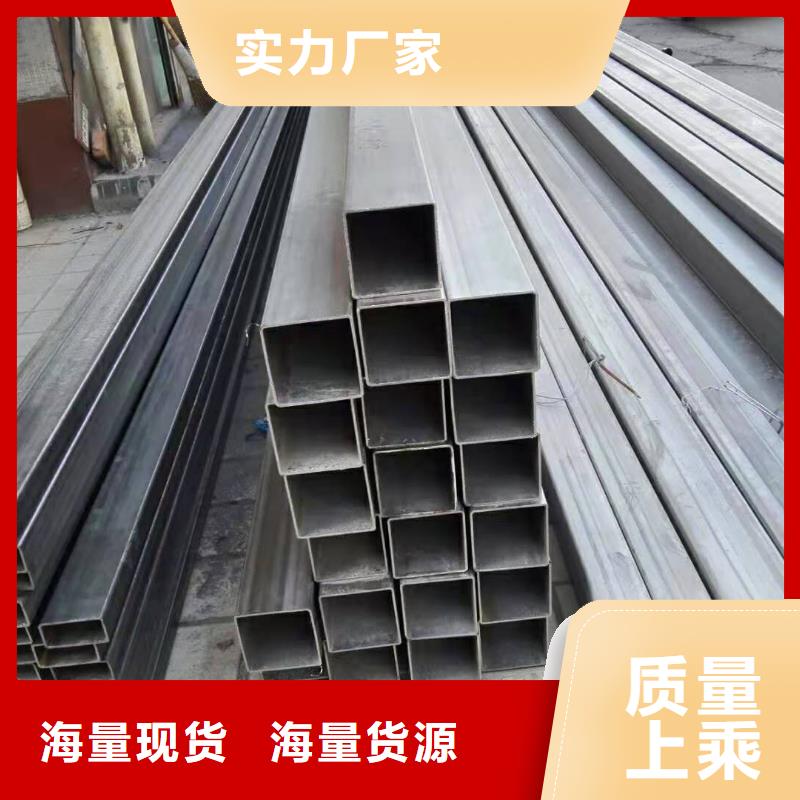
公司专业生产304不锈钢管、304L不锈钢管、316不锈钢管、316L不锈钢管、310S不锈钢管、321不锈钢管、904L不锈钢管、薄壁不锈钢螺旋管3304不锈钢板、316不锈钢板、316L不锈钢板、310S不锈钢板3不锈钢棒、不锈钢阀门为主的专业公司,资源充足,品种齐全,库存量大,价位特低,同时可定尺定做非标及先特殊钢种的不锈钢材,可根据客户的要求定做各种不锈钢的设备,时间快。价格以当日电询为准。另公司备有等离子切割机、锯床6台,所有材料可切割销售加工。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁我们衷心希望与广大客户建立业务联系,提供优质服务,同创业,共发展。产品材质: 1Cr17Ni7(301)、0Cr18Ni9(304)、1Cr18Ni9Ti(321)、201、304、304LN、316、316L、316LN、321、309S、310S、 317L、904L、409L、 0Cr13、1Cr13、2Cr13、3Cr13不锈钢。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。通过不断改进,创新,使我公司生产的产品的质量水平保持在国内同行业前列。
不锈钢的表面抛光分为机械抛光、化学抛光和电解抛光表面抛光的形式不同,其抛光效果有着很大的差别。抛光形式不同,抛光效果、粗糙度值是不同的。一般是电解抛光表面优于化学抛光,化学抛光表面又优于机械抛光。不锈钢管表面抛光,根据具体使用情况及对表面的要求,可选用3种抛光形式的某一种或某两种的结合进行抛光。机械抛光管表面(Ra:0.32um)(放大10 000倍)电解抛光管表面(Ra :0.20 pm)(放大10 000倍)304不锈钢管电解抛光是获得高质量表面的主要方式之一。不锈钢电解抛光就是将不锈钢工件置于阳极在特定的溶液中进行电解不锈钢在电解过程中,工件表面凸起的点,比凹下去的点电流密度大,溶解速度快从而得到整平。电解抛光又称电化学抛光通过选用不同成分的电解液对绝大多数金属都能进行电解抛光。电解抛光是基于整平的原理使金属的微观表面在电解抛光时凸起的波峰部分由于电流密度大而溶解速度快凹陷的波谷处,由于受到钝化或添加剂的保护,而溶解极慢或不溶解从而使微观表面得到整平其结果是产生光泽效果。304不锈钢电解抛光管是通过电解抛光方式使得304不锈钢管性能不同,而获得平整、光亮洁净、耐磨、耐腐蚀、不结垢的表面。因此在化工、卫生、食品、医药等工业工艺设备和输送管道中,广泛地使用电解抛光管。
精密不锈钢管挤压的主要目标是可靠地生产尺寸变化小的高精度产品。出现的主要尺寸精度问题之一是偏心率。精密不锈钢管制造过程中总会存在一定程度的偏心,在挤压过程中,通过严格控制工艺参数和物料流动,可以将挤压管的尺寸减小到小。不锈钢管偏心主要是由不良材料的温度梯度、毛坯准备、定心设备的精度和润滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因组合的结果。浙江鑫达不锈钢制造有限公司的设计目的是尽可能减少这些影响或补偿挤压过程中的不利影响。在编织之前。坯料上料设备必须使用感温装置来检测坯料温度分布,操作屏上始终显示料温变化趋势。计算毛坯温度变化趋势并显示在屏幕上的目的是为了操作者可以相应地修改感应炉顶部的设定值。在挤出开始之前小化或补偿任何检测到的空白温度梯度。公司采用紧凑的结构和内部穿孔设计,使挤出机在压力条件下仍保持良好的结构刚度,可有效防止挤出过程中芯棒偏转。在每个挤压过程中,必须采用控制系统实时保证挤压模组件、挤压杆和挤压杆对齐,并在屏幕上显示轴组件的位置,以指示机械设备。良好的工作条件。通过选择合适的材料和使用预应力技术,也可以限度地减少挤出机张力柱的伸长率。在这两种情况下,由于挤压力引起的伸长率始终可以保持在限度,并且可以通过控制系统调整铁挤压杆的位置,以补偿这种伸长率的不利影响。