



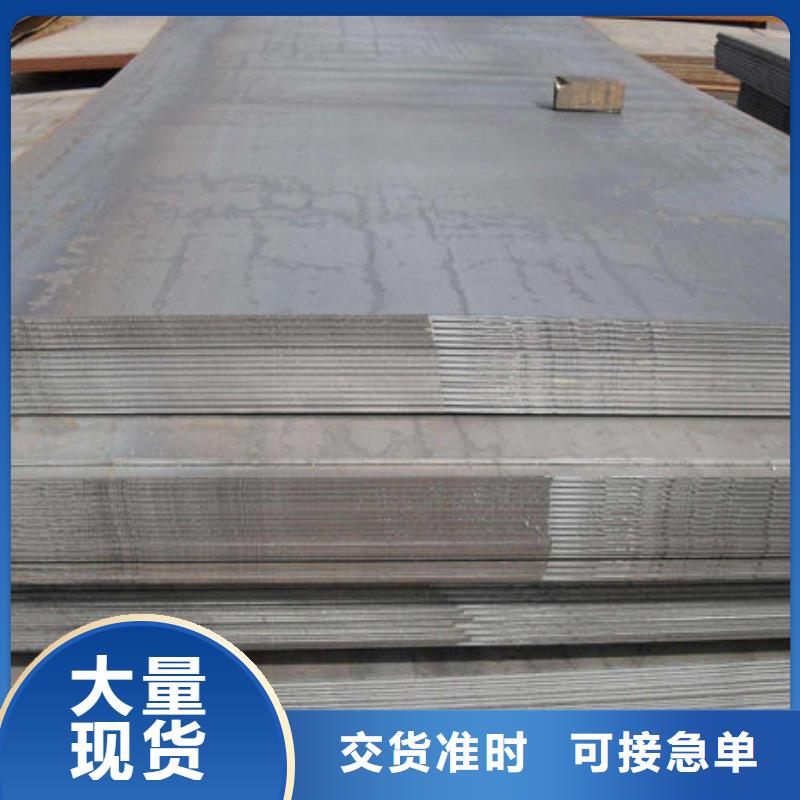


双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
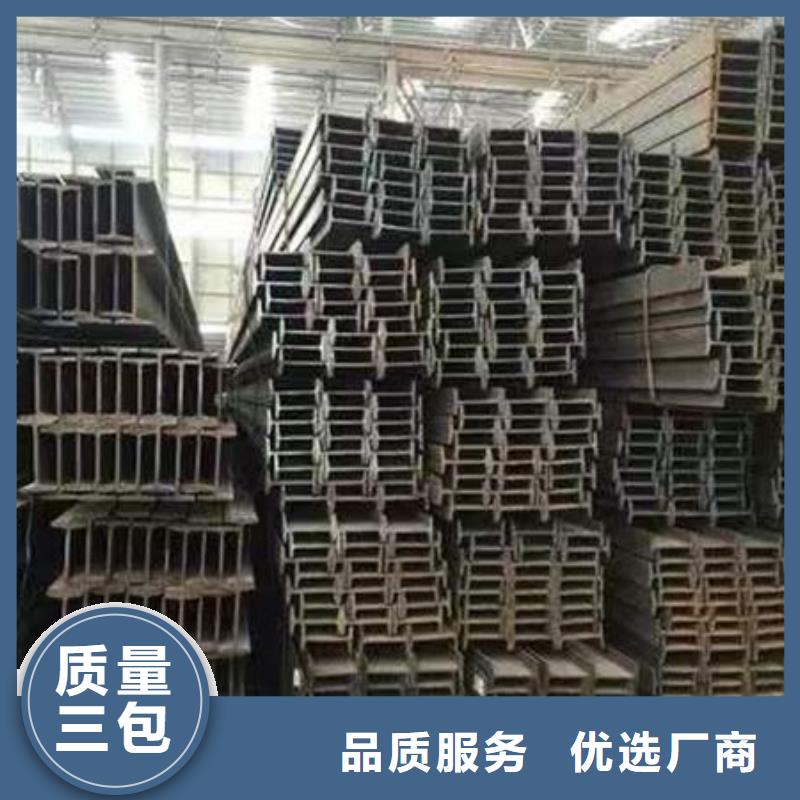
圆钢热切加热炉用途:1.用于钢球锻造生产中,针对直径大于120mm钢球而生产。圆钢加热后热剪切成合格的短棒料,利用棒料余热锻造钢球。2.用于轴承套圈锻造的生产,圆钢加热后连续下料,热剪切成合适长度的棒料,压力机拍、平冲孔后,进入碾环工序。3.一切二次加热的工件都可以考虑圆钢热切加热炉。圆钢热切加热炉由以下四部分组成:1、自动送料部分:储料平台、翻料机构和输送机构组成2、中频钢材加热炉加热部分:由500Kw中频加热炉组成,频率1500Hz,电容器组、感应器支架、水路以及感应器组成。其中感应器用于加热直径50-60mm、65--75mm、80--90mm圆钢。3、下料冲床剪切设备:由下料冲床和下料组合模具组成4、控制部分:由测温仪、PLC控制系统、变频调速机构以及电气部分组成。
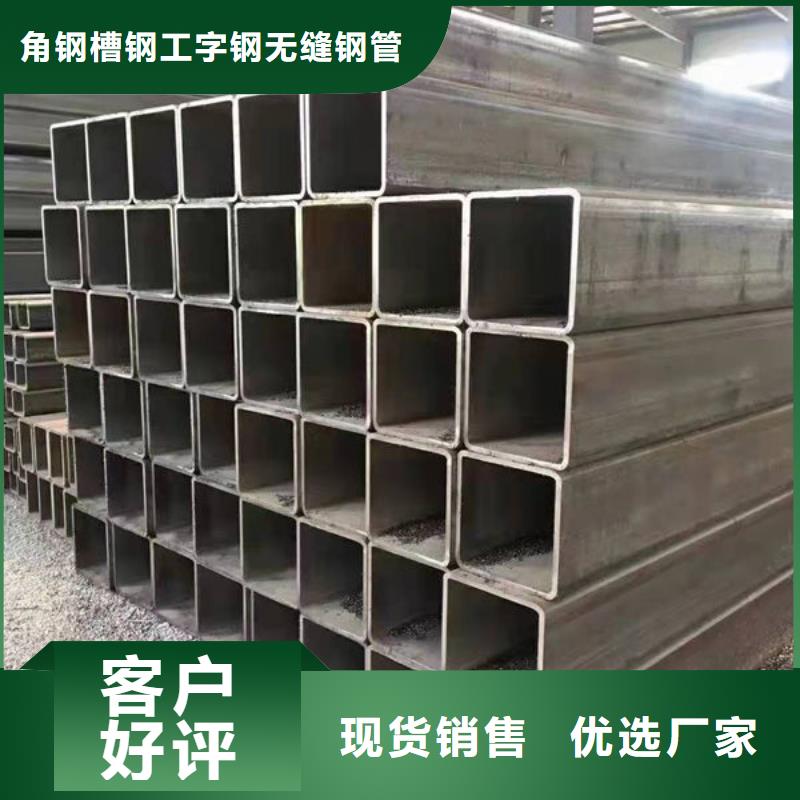
方管在加工时总共分为六步,哪六步呢?一、不锈钢弯头变厚壁方管,每个方管钢材的长度方向会使厚壁发生变化;二、加工方管的断面,将圆形断面变为方形、椭圆形、或多边形等;三、带封底或卷边类的方管,增加管端总力度向管的内侧或外侧卷边;四、不锈钢材弯头变成直径方管,将管端或管上某一部分直径减小;五、不锈钢弯头弯曲方管,我们在日常生活中接触比较多的就是将直管变为不同半径的弯管;六、带圆缘和凸缘的方管,圆缘的方管指的就是管的圆周方向形成凹槽的或隆起的方管。带凸缘方管指的是管子端部向外凸或内侧!
传统以产定销的钢管现货销售模式,厂家现货备货一般小口径薄壁管多为6米长度,大口径厚壁方矩管多为12米长度,用户从经销商或贸易商手中买回去之后需要切割钢材至使用长度,即使进行定尺定制由于方矩管厂家在生产钢管时成型机组辊道长度的限制,产品长度往往有一定的限定区间范围,如果需要一些较短尺寸的钢管只能按照成倍尺寸下订单然后再进行切割,同时一些对长度精度要求极高的机械应用,也往往通过做倍尺或者预留一定长度余量,再通过精密切割来保证管件成品的精度,故而钢管切割是钢管使用一个必要二次加工工序。
